
知识点:管穿带线 管内穿线施工工艺流程 1选择导线 (1)应根据设计图纸要求,正确选择导线规格,型号及数量。 (2)相线、零线及保护地线的颜色应加以区分,用绿黄双色线做保护地线,淡蓝色为工作零线,黄、绿、红色为相线。 (3)穿在管内绝缘导线的额定电压不低于450V。 2扫管 (1)清扫管路的目的是清除管路中的灰尘、泥水浮锈等杂物。
知识点:管穿带线
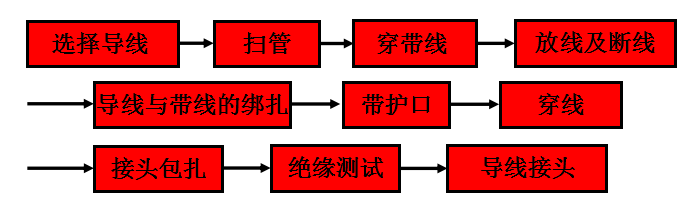
管内穿线施工工艺流程
1选择导线
(1)应根据设计图纸要求,正确选择导线规格,型号及数量。
(2)相线、零线及保护地线的颜色应加以区分,用绿黄双色线做保护地线,淡蓝色为工作零线,黄、绿、红色为相线。
(3)穿在管内绝缘导线的额定电压不低于450V。
![]()
2扫管
(1)清扫管路的目的是清除管路中的灰尘、泥水浮锈等杂物。
(2)清扫管路的方法:将布条两端牢固地绑扎在带线上,两人来回拉动带线,将管内杂物清净。
![]()
扫管
![]()
线管
3穿带线
(1)穿带线的同时,也检查了管路是否畅通,管路的走向及盒、箱的位置是否符合设计及施工图的要求。
(2)穿带线的方法:
a. 带线一般均采用Φ1.2~2.0mm的铁丝或钢丝。先将铁丝的一端弯成不封口圆圈,再利用穿线器将带线穿入管路内,管路的两端均应留有100~150mm的余量。
b. 在管路较长或转弯较多时,可以在敷设管路的同时将带线穿好。
c. 穿带线受阻时,应用两根铁丝分别在两端同时搅动,使两根铁丝的端头互相钩绞在一起,然后将带线拉出。
![]()
线盒
![]()
现场穿线
![]()
铁丝
![]()
现场穿线
4放线及断线
(1)放线
a. 放线前应根据施工图对导线的规格、型号颜色进行确认。
b. 放线时导线应置于放线架上。
c. 放线时应边放边整理,不应出现挤压背扣,扭结,损伤绝缘等现象,并应将导线按回路绑扎成捆,绑扎时应采用尼龙绑扎带,不允许使用导线绑扎。
![]()
施工图纸
![]()
导线确认
![]()
放线架
(2)断线:剪断导线时,导线的预留长度应按以下四种情况考虑:
a. 接线盒、开关盒、插销盒及灯头盒内导线的预留长度应为150mm。
b. 配电箱内导线的预留长度应为配电箱体周长的1/2。
c. 出户导线的预留长度应为1.5m。
d. 公用导线在分支处,不可剪断导线而直接穿过。
![]()
各导线预留长度
5导线与带线的绑扎
(1)导线根数较少,例如二至三根,可将导线前端绝缘层削去,然后将线芯直接插入带线的盘圈内并折回压实,绑扎牢固,使绑扎处形成一个平滑的锥形过渡部位。
(2)导线根数较多或导线截面较大时,可将导线端部的绝缘层削去,然后将线芯斜错排列在带线上,用绑线缠绕绑扎牢固,使绑扎接头处形成一个平滑的锥形过渡部位,便于穿线。
![]()
6管内穿线
(1)钢管(电线管)在穿线前,应首先检查各个管口的护口是否齐全,如有遗漏或破损,应补齐和更换。
(2)管路较长或转弯较多时,要在穿线的同时往管内吹入适量的滑石粉。
(3)两人穿线时,应配合协调,一拉一送。
![]()
(4)穿线时应注意下列问题:
a. 不同回路、不同电压和交流与直流的导线,不得穿入同一管内。
b. 导线在变形缝处,补偿装置应活动自如。导线应留有一定的余量。
c. 敷设于垂直管路中的导线当超过长度时应在管口处和接线盒中加以固定。
d. 穿入管内的绝缘导线,不准接头、局部绝缘破损及死弯
![]()
7导线接头
(1)剥削绝缘使用工具及方法:
a. 单层剥法:一般4mm2以下的单层导线使用剥削钳,使用电工刀时,不允许用刀在导线周围转圈切割绝缘层的方法。
b. 斜削法:用电工刀以45°。角倾斜切又绝缘层,当切近线芯对就达停止用力,接着应使刀面的倾斜角度改为15°。左右,沿着线芯表面向前头端部推出,然后把残存的绝缘层剥离线芯,用刀口插入背部以45°角削断。
![]()
(2)单芯铜导线的直线连接
a. 绞接法:适用于4mm2及以下的单芯线连接。将两线互相交叉,用双手同时把两芯线互绞两圈后,将两个线芯在另一个线芯上缠绕5圈,剪掉余头。
b. 缠绕卷法:有加辅助线和不加辅助线两种,适用于6mm2及以上的单芯线的直接连接。将两线相互合并,加辅助线后用绑线在合并部位中间向两端缠绕,其长度为导线直径的10倍,然后将两线芯端头折回,在此向外单独缠绕5圈,与辅助线捻绞2圈,将余线剪掉。
![]()
(3)单芯铜线的分支连接
a. 铰接法:适用于4mm2以下的单芯线。用分支线路的导干线上交叉,先打好一个圈节,以防止脱落,然后再缠绕5圈。分支线缠绕好后,剪去余线。
b. 缠卷法:适用于6mm2及以上的单芯线的分支连接。将分支线折成90°紧靠干线,其公卷的长度为导线直径的10倍,单圈缠绕5圈后剪断余下线头 。
![]()
单芯铜线分支连接
(4)铜导线在连接盒内的连接
a. 单芯线并接头:导线绝缘台并齐合拢,在距绝缘台约12mm处用其中一根线芯在其连接端缠绕5~7圈后剪断,把余头并齐折回压在缠绕线上。
b. 不同直径的导线接头:如果是独根(导线截面小于2.5mm2)或多芯软线时,应先进行涮锡处理,再将细线在粗线上距离绝缘层15mm处交叉,并将线端部向粗导线(独根)端缠绕5~7圈,将粗导线端折回压在细线上 。
![]()
8铜导线焊接
喷灯加热(或用电炉加热):将焊锡放在锡勺或锡锅内,用喷灯或电炉加热,焊锡熔化后即可进行焊接。加热时要握好温度;温度过高涮锡不饱满;温度过低涮锡不均匀。因此要根据焊锡的成分、质量及外界环境温度等诸多因素,随时掌握好适宜的温度进行焊接。
![]()
9导线包扎
首先用橡胶(或粘塑料)绝缘带从导线接头处始端的完好绝缘层开始,缠绕1~2个绝缘带幅宽度,再以半幅宽度重叠进行缠绕。在包扎过程中应尽可能地拉紧绝缘带。在绝缘层上缠绕1~2圈后,再进行回缠。采用橡胶绝缘带包扎时,应将其拉长2倍后再进行缠绕,然后再用黑胶布包扎,包扎时衔接好,以半幅宽度边压边进行缠绕,同时在包扎过程中拉紧胶布,导线接头处两端应用黑胶布封严密。
![]()
导线包扎
10线路检查及绝缘摇测
(1)线路检查:接、焊、包全部完成后,应进行自检和互检。检查导线接、焊、包是否符合施工验收规范及质量验评标准的规定。不符合规定时应立即纠正,检查无误后再进行绝缘摇测。
(2)绝缘摇测:电线、电缆的绝缘摇测应选用1000V兆欧表。
![]()
兆欧表摇测
(3)线路检查及绝缘摇测 ,一般线路绝缘摇测有以下两种情况:
a. 电气器具未安装前进行线路绝缘摇测时,首先将灯头盒内导线分开,开关盒内导线连通。摇测应将干线和支线分开,一人摇测,一人应及时读数并记录。摇动速度应保持在120r/min左右,读数应采用1min后的读数为宜。
b. 电气器具全部安装完在送电前进行摇测,应先将线路上的开关、刀闸、仪表、设备等用电开关全部置于断开位置,摇测方法同上所述,确认绝缘摇测无误后再送电试运行。
![]()
质量验收标准
【主控项目】
(1)三相或单相交流单芯电缆,不得单独穿于钢导管内。
(2)不同回路,不同电压等级和交流与直流的电线,不应穿于同一导管内;同一交流回路的电线应穿于同一金属导管内,且管内电线不得有接头。
检验方法:观察、实测或检查绝缘摇测记录。
![]()
不同回路不同等级不应穿同一导管
【一般项目】
(1)盒内穿线:盒、箱内清洁无杂物、护口,护线套管齐全无脱落,导线排列整齐,并留有适当的裕量。导线在管内无接头,不进入盒、箱的垂直管子上口穿线后密封良好,导线连接牢固,不伤线芯,搪锡饱满,包扎严密,绝缘良好。
检验方法:观察尺量检查或检查安装记录。
![]()
盒内穿线
(2)采用多相供电时,同一建筑物、构筑物的电线绝缘层颜色选择应一致,即保护地线(PE)应是黄绿相间色,零线用淡蓝色,相线用:A相—黄色,B相—绿色,C相—红色。
检验方法:观察尺量检查或检查安装记录。
![]()
相关推荐链接: