
摘要:控制图是用图形的形式显示已被测量的样本与样本数量之间的质量特性,控制图上的点的分布状态是生产过程运行的缩影,各种波动(正常或异常波动)都通过点的分布状态表现出来。控制图的类型 根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。它们分别适用于不同的生产过程。每类又可细分为具体的控制图,如下表所示:一般来说,提倡使用计量型数据来表达质量特性,因为它比计数型数据反映出更多更准确有关制程的资料。
摘要:控制图是用图形的形式显示已被测量的样本与样本数量之间的质量特性,控制图上的点的分布状态是生产过程运行的缩影,各种波动(正常或异常波动)都通过点的分布状态表现出来。
控制图的类型
根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。它们分别适用于不同的生产过程。每类又可细分为具体的控制图,如下表所示: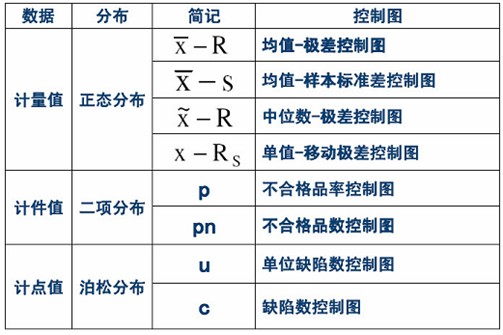
一般来说,提倡使用计量型数据来表达质量特性,因为它比计数型数据反映出更多更准确有关制程的资料。
应用控制图的好处
•作为改进生产能力的技术证明;
•提高发现预防的能力;
•预防不必要的流程调节;
•提供诊断信息;
•提供流程能力信息;
应用SPC软件计算控制图
SPC是一套从制程中去收集数据,并加以统计分析,从分析中去发掘制程的异常,立即采取修正动作,使制程恢复正常的统计过程管制系统。其中一个核心的工具就是控制图,利用控制图可了解制程变异的分布情况,方便品质管理人员及时发现异常发生点,并通过采取措施加以改善,保证最终生产出高品质的产品。如下是利用SPC软件自动计算Xbar-R控制图示例:![]()
其中:控制图上的红点代表是失控状态。在利用控制图来判断制程是否受控时,可以通过以下八个典型的准则来判别:
•1个点距中心线超过3个标准差(P=0.0027);
•连续7点在中心线的同一侧(P=0.0153);
•6点连续上升或下降(P=0.00273);
•连续14点交替上升或下降(P=0.0027);
•连续3点中有2点距中心线大于两个标准差(同侧)(P=0.00268);
•连续5点中有4点距中心线大于一个标准差(同侧)(P=0.0021);
•连续15点在距中心线一个标准差内(两侧))(P=0.00326);
•连续8个点距中心线大于一个标准差(两侧))(P=0.0002)。