随着现代科学的进步,焊接新工艺、新材料、新设备不断涌现,机械化、自动化水平不断提高。本文将依据《钢结构焊接规范》GB 50661-2011对钢结构的焊接方法进行详细介绍。钢结构中一般采用的焊接方法有焊条电弧焊、气体保护电弧焊、药芯焊丝自保护焊、埋弧焊、电渣焊、气电立焊、电阻焊、栓钉焊及其组合。 “
随着现代科学的进步,焊接新工艺、新材料、新设备不断涌现,机械化、自动化水平不断提高。本文将依据《钢结构焊接规范》GB 50661-2011对钢结构的焊接方法进行详细介绍。钢结构中一般采用的焊接方法有焊条电弧焊、气体保护电弧焊、药芯焊丝自保护焊、埋弧焊、电渣焊、气电立焊、电阻焊、栓钉焊及其组合。
“
1
焊条电弧焊
焊条电弧焊是利用电弧放电所产生的热量作为热源,加热、熔化焊条和焊件并使之相互熔合,形成牢固接头的焊接过程。优点:操作灵活、适应性强,应用范围广,具有较强的抗风险能力等;缺点:对焊工操作技术要求高,焊接效率低,不适用于特殊金属的焊接等。
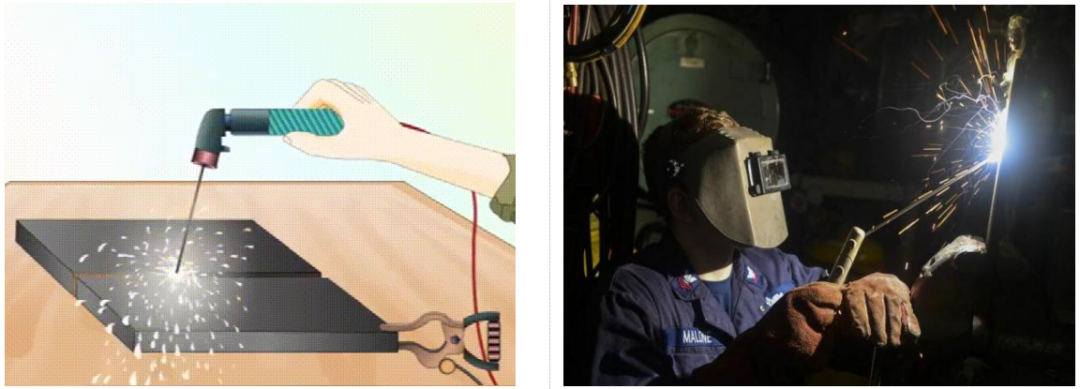
图1 焊条电弧焊
“
2
气体保护电弧焊
采用CO2气体(代替焊剂)、焊丝,电弧使焊丝熔化形成焊缝,CO2气体保护被焊金属与空气接触。特点:焊接速度快,熔化深度大;可手工焊,也可自动化操作;目前工厂很常用的焊接方法;室外施焊要有避风措施,防止气孔、焊坑缺陷。
图2 气体保护焊
“
3
药芯焊丝自保护焊
不需要外加气体或焊剂保护,仅靠焊丝药芯在高温时反应形成的熔渣和气体保护焊接区进行焊接的方法。优点:焊接速度快、抗风能力强、焊缝合格率可达90%以上、焊缝成形美观、可用于较大焊接电流进行全位置焊接等;缺点:焊丝制造过程复杂、焊接时送丝较实芯焊丝困难、焊丝表面容易锈蚀、粉剂易吸潮等。
“
4
埋弧焊
埋弧焊是在焊剂层下燃烧的一种电弧焊。焊接过程自动或半自动进行,焊剂相当于焊条的药皮,它在焊剂过程中所起的作用比药皮更为完善。特点:焊缝的化学成分较稳定、焊接接头具有良好的综合利用性能、适用于厚度较大的构件的焊接、焊缝成型光洁美观、能减少电能和金属的消耗等。它是压力容器、管道制造、箱型梁柱等重要钢结构制作中的主要焊接方式。
图3 埋弧焊
“
5
电渣焊
电渣焊是一种以电流通过液体熔渣,所产生的的电阻热作热源进行焊接的方法。它的种类有:丝极电渣焊、极板电渣焊、熔嘴电渣焊、接解电渣焊、带极电渣焊、管板电渣焊等。其特点:适用于大厚度焊接、适用于焊缝处于垂直位置的焊接。
图4 电渣焊
“
6
气电立焊
气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊。优点:生产率高,成本低。
“
7
电阻焊
电阻焊是将工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即电焊、缝焊、凸焊、对焊。优点:焊接成本低、操作简单、成产率高、无噪声及有害气体;缺点:目前缺乏可靠的无损检测方法等。
图5 缝焊
图6 对焊
“
8
栓钉焊
栓钉焊也称螺栓焊,分为电弧栓焊和储能栓焊。在建筑工程中应用的大多数是电弧栓焊。电弧栓焊是将栓钉端头置于陶瓷保护罩内与母材接触并以直流电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一定的电弧燃烧时间后将栓钉压入母材局部熔化区。
(a)焊接准备;(b)引弧;(c)焊接;(d)加压;(e)断电;(f)冷却
图7 栓钉焊接过程示意
图8 栓钉现场焊接过程示意
知识点:钢结构焊接方法