
01、瓷绝缘子
知识点:线路柱式复合绝缘子 01、瓷绝缘子 1.1 原料 瓷绝缘子包含钢帽、瓷件、钢脚等部位,其中瓷件为承担绝缘的部位,早期瓷绝缘子瓷件原料为硅质瓷,以石英、长石、黏土为原料,形成的瓷成分包含石英、莫来石、气孔和玻璃相。石英成分为SiO2,化学性质稳定,莫来石成分为铝硅酸盐,其耐热性好、导热系数小。通过调节烧结后的石英含量、内部晶相结构,可以提升瓷的机械强度。
知识点:线路柱式复合绝缘子
1.1 原料
瓷绝缘子包含钢帽、瓷件、钢脚等部位,其中瓷件为承担绝缘的部位,早期瓷绝缘子瓷件原料为硅质瓷,以石英、长石、黏土为原料,形成的瓷成分包含石英、莫来石、气孔和玻璃相。石英成分为SiO2,化学性质稳定,莫来石成分为铝硅酸盐,其耐热性好、导热系数小。通过调节烧结后的石英含量、内部晶相结构,可以提升瓷的机械强度。
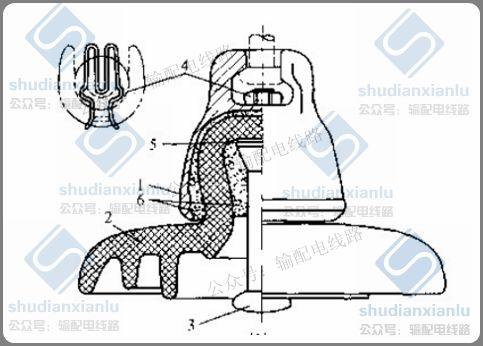
▲ 瓷绝缘子内部结构
图中:
1 -- 钢帽;
2 -- 瓷件;
3 -- 钢脚;
4 -- 锁紧销;
5 -- 弹性衬垫;
6 -- 水泥胶装
而后出现高铝质瓷,其原料与硅质瓷的差异别在于氧化铝含量更高(加入了工业氧化铝),烧制的高铝质瓷中刚玉(氧化铝)含量可达30%-45%甚至更高,颗粒更均匀,从而获得更高的机械强度和更好的其热稳定、耐电弧性能。
1.2 生产过程
瓷绝缘子的生产过程可分为制泥、成型、施釉、烧制、组装及检查五部分。
![]()
▲ 瓷绝缘子生产过程
制泥:将陶石、长石、黏土、氧化铝等原料磨细提纯,可分为球磨、过筛、榨泥几步。球磨为利用球磨机将原料加水进行研磨,并混合均匀。过筛目的在于去除大颗粒、杂质及含铁物质。榨泥为利用榨泥机榨除泥料中的水分,形成干燥的泥饼。
![]()
▲ 球磨机
成型:包括真空炼泥、成型、修柸、干燥。真空炼泥为利用真空炼泥机,将泥料中的气泡去除,形成实心泥段。泥料含气量降低能降低其吸水率、内部更为均匀。成型为利用模具将泥柸压制成绝缘子的形状,随后通过修柸保证泥柸形状符合要求。此时泥柸内部含水较多,后续通过干燥将泥柸中的水分降低到1%左右。
![]()
▲ 真空练泥机
施釉上砂:施釉为在绝缘子瓷件表面上一层均匀釉层,釉层内部较瓷件致密,可防止瓷件吸潮。施釉有浸釉、喷釉等工艺。上砂为在组装金具位置的瓷件头部覆盖沙粒,其目的在于增加瓷件与胶装剂的接触面积、摩擦力,提升瓷件与金具的连接强度效果。
![]()
▲ 瓷绝缘子端部上砂示意
烧制:将瓷件放入窑炉中烧制,随后通过外观检查、内水压试验等进行筛选,确保瓷件的质量。
组装:烧制完成后将钢帽、钢脚与瓷件进行组装,随后通过机械拉伸试验、电气试验等进行逐个检查。组装应保证绝缘子钢帽、瓷件、钢脚的同轴度,及胶装部位的填充度,如同轴度不满足要求将导致投运后绝缘子内部受力不均,造成滑移甚至断串,如填充度不满足要求则在绝缘子内部留下气隙,在过电压下易发生内部击穿、断串。
02、玻璃绝缘子
2.1 原料
玻璃绝缘子结构与瓷绝缘子类似,只是绝缘件为玻璃件。玻璃绝缘件原料主要包含石英砂、长石、石灰石、白云石、纯碱、碳酸钾等,其中石英砂主要成分为SiO2,长石为富含钙、纳、钾的铝硅酸盐,白云石为富含镁、钙的碳酸盐;纯碱是玻璃熔制过程中生成硅酸盐的原料,同时也与碳酸钾一起为玻璃熔制时的澄清剂,用以去除气泡。形成的钢化玻璃内部为均质硅酸盐,内部微观结构均一性优于电瓷,具有更好的介电强度,同时钢化玻璃表面具有预应力,热稳定性优良。
2.2 生产过程
玻璃绝缘子生产过程如下:
![]()
▲ 玻璃绝缘子生产过程
配料:配料指按一定的配比将不同原材料均匀混合,目前一般采用强制式立轴混合机进行配料。配料的要点是不同原材料混合的均匀性。
![]()
▲ 玻璃绝缘子配料立轴混合机
熔制、澄清:熔制指配料经过高温加热形成均匀的玻璃液,澄清指对原料熔制形成的液体进行排气处理。
压制:经过熔制、澄清后的玻璃液通过供料系统进入压制环节,也即将玻璃液压制成玻璃绝缘件,一般通过全自动液压成型机实现。压制形状依靠玻璃件模具进行控制,同时对压制一片绝缘子所用的玻璃液用量进行控制,以保证绝缘子产品一致性。
![]()
▲ 玻璃件模具
![]()
▲ 液压成型
钢化:随后对玻璃件进行钢化处理,也即对玻璃件进行受控冷却,使之获得表面永久的预应力。钢化环节涉及的设备有均温处理炉、钢化机等。
冷热冲击:钢化后的玻璃件进行冷热冲击试验,采用硫化镍特种处理炉及特殊的硫化镍消除工艺,对玻璃件进行均质处理,硫化镍去除环节的好坏直接影响到玻璃绝缘子运行后的重要指标——自爆率。
胶装:采用具备钢脚定位辅助的装配机将绝缘子绝缘件、钢脚、钢帽进行及胶装装配,该步骤需注意确保钢脚、绝缘件、钢帽三者的同轴度,同轴性不良也会导致过高的自爆率。
![]()
▲ 绝缘子钢脚、钢帽
![]()
▲ 绝缘子装配
检验:对胶装完成的玻璃绝缘子进行逐个50%拉伸负荷试验、检测绝缘子结构高度等,确保绝缘子符合标准要求。
03、复合绝缘子原料
3.1 结构及各部位原料
复合绝缘子包含芯棒、护套、伞裙、金具等部位,其中芯棒材料主要为环氧玻璃纤维,护套、伞裙材料为高温硫化硅橡胶。
![]()
▲ 复合绝缘子整体结构
构成芯棒的环氧玻璃纤维中,沿轴线平行排列的玻璃纤维是骨架,以环氧树脂为基体材料,将玻璃纤维粘合陈整体,构成环氧玻璃引拔棒。环氧玻璃引拔棒的抗拉强度可达普通碳素钢的2.5倍。
![]()
▲ 环氧玻璃引拔棒
构成伞裙材料的高温硫化硅橡胶是以硅橡胶为基体,添加偶联剂、阻燃剂、补强剂、抗老化剂等填料仅高温硫化而成。其中补强剂常用白炭黑,阻燃剂常用氢氧化铝,国内复合绝缘子伞裙材料主要由甲基乙烯硅橡胶材料为基体,分子式如下图。
![]()
▲ 甲基甲基乙烯硅橡胶材料分子式
3.2 生产过程
复合绝缘子的生产如下图所示,分环氧玻璃引拔棒生产、胶料生产、注射装配三部分。
![]()
▲ 复合绝缘子生产过程
3.2.1 环氧玻璃引拔棒生产
环氧玻璃引拔棒为将玻璃纤维浸渍环氧树脂后,经真空注射、连续拉挤、固化而成。
真空注射:首先在模具(单面模具)上铺设玻璃纤维,然后铺设导流网,并抽出体系中的空气,在模具中形成一个负压,利用负压把树脂通过预先铺设的管路吸入纤维层中,让树脂充分浸润玻璃纤维。
拉挤:玻璃纤维在拉挤设备牵引力的作用下,在充分浸渍环氧树脂后,由一系列预成型模板合理导向,得到初步的定型。
固化:初步定型后的引拔棒进入加热的金属模具,在高的作用下反应固化。
![]()
▲ 玻璃钢拉挤机
3.2.2 胶料生产
配料:按照一定的配比配置硅橡胶生胶、各种助剂(如补强剂白炭黑、阻燃剂氢氧化铝等)。
混炼:硅橡胶生胶中逐渐加入白炭黑,氢氧化铝等及其它助剂反复炼制,使助剂在胶料中分布均匀,形成合成橡胶。
加硫返炼:在胶料中加入硫化剂,再次进行混炼。
![]()
▲ 炼胶设备
3.2.3 注射装配
金具打磨喷砂:在金具和芯棒、硅橡胶的接触部分进行打磨,在表面喷涂微小颗粒,打磨、喷砂在去除表面污秽同时使相应表面具有更大的接触面积,利于获得良好的端部机械强度,和硅橡胶接触良好,能保证密封效果。
芯棒打磨清洗及烘干:对玻璃钢芯棒进行打磨,使表面与粘接剂能充分接触,对玻璃钢芯棒进行清洗,去除表面的灰尘颗粒,灰尘颗粒会导致粘接不良,进而引发运行复合绝缘子的内部放电缺陷;芯棒清洗后需及时烘干,保证芯棒不发生吸潮。
涂偶联剂:在芯棒表面均匀涂抹偶联剂,偶联剂的作用是将护套硅橡胶与玻璃纤维芯棒连接在一起,常用的偶联剂为硅烷偶联剂,其分子一端具有亲环氧基团,一端具有亲硅橡胶基团,在一定温度、压力下通过反应形成三维交联结构将硅橡胶与玻璃纤维芯棒连在一起。
注射硫化:把芯棒放入硅橡胶注射模具,注塑橡胶,并将此过程中产生的气体排出;控制温度使硅橡胶材料充分硫化,硫化后硅橡胶大分子之间产生交联,提升材料的耐老化性能。
![]()
▲ 复合绝缘子模具
![]()
▲注射硫化机
修边:对硅橡胶伞裙边沿、合模缝处的飞边进行修剪。
压接:用压接机进行压接,一般为从8个方向将端部金具均匀向心挤压,使金具与芯棒产生轻微形变,形成金具与芯棒的预应力,在承受拉力时产生摩擦力,从而获得稳定的端部连接结构。
![]()
▲ 8段压接
![]()
▲ 端部压接
密封:对端部金具涂抹高温硫化硅橡胶,保证端部不会被外部潮气侵入。部分厂家在注射成型时可同时完成这一步。
出厂试验:对完成生产的绝缘子按GB 19519-2014 或者采购方技术协议的要求进行机械破坏负荷、陡波冲击等出厂试验。
相关推荐链接: