知识点:端子压接 端子分为三个主要部分:插接区、过渡区和压接区。 插接区 是端子与另一半连接端子插接的部分。该部分由连接器设计师设计为对接端子接合,并以一定的方式工作。如果压接过程中接合部变形,将会降低连接器的性能。 过渡区 同样在压接过程中不受影响。如果你改变了弹性片或端子止口的位置,同样将影响连接器的性能。
知识点:端子压接
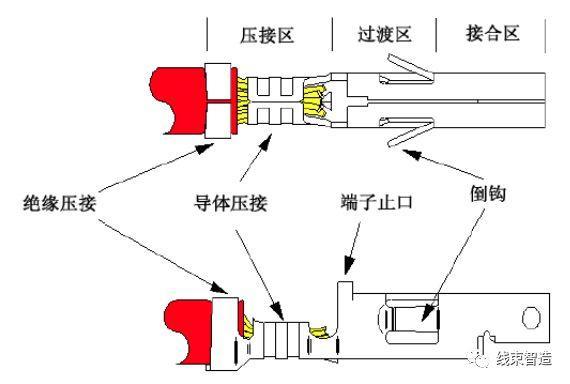
插接区
是端子与另一半连接端子插接的部分。该部分由连接器设计师设计为对接端子接合,并以一定的方式工作。如果压接过程中接合部变形,将会降低连接器的性能。
过渡区
同样在压接过程中不受影响。如果你改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区
是唯一设计受到压接工艺影响的部分。使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固的与线缆连接。理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
绝缘压接区压缩绝缘层,但不会刺穿。线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。例如,18AWG线缆应伸出至少.040”。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。导体压接区在引入端和尾端呈喇叭形,而过渡区和结合区在压接工艺前后
始终保持不变
。
如果您的压接端子看起来和上图中的端子不同,可能是因为在压接工艺中出现了错误。下面是压接工艺中可能出现的13个最常见的问题,以及如何避免它们。
压接高度是指导体压接区在压接后的横截面高度,它是良好压接最重要的特征。连接器制造商提供了为端子设计的每种线缆尺寸的
压接高度
。
给定线缆的正确压接高度范围或公差可能小达0.002”。在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。
过大的压接高度无法正确压缩线芯,引起压接区过大的无效空隙,因为线芯和端子金属之间没有足够的金属间接触。
过小或过大的压接高度无法提供规定的
压接强度
(对线缆端子的保持力),会减小线缆拉拔力和额定电流,一般情况下还会引起压接头在非正常的工作条件下性能降低。过小的压接高度还会压断线芯或者折断导体压接区的金属。
解决方法很简单:调节压接机上的导体压接高度。在首次使用压接机进行工作时,使用千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度
重新检查
,以保持正确的压接高度。
由于绝缘类型和厚度的多样性,连接器制造商一般不会提供绝缘层的压接高度。
绝缘压接为导体压接区提供应力释放,这样在线缆弯曲时不会使线芯折断。过小的绝缘压接区会使绝缘压接区的金属应力过大,削弱其应力释放功能。
大多数类型的压接工具可以
独立于
导体压接高度而调节绝缘压接高度。正确的调节使得端子夹紧绝缘层至少180度,并且不会刺穿绝缘层。
在端子的绝缘压接件的外径与线缆绝缘层的外径接近相同时,最好的方法是IDT技术。
如果所有线芯没有完全封闭于导体压接区,压接件的强度和电流负载能力都会大幅降低。要获得良好的压接,您必须满足连接器制造商制定的
压接高度
。
如果并非所有线芯都对压接高度以及压接强度起到作用,那么压接件的性能将无法达到规定要求。
一般来说,松散线芯的问题是很容易解决的,只需重新收拢线缆成束,然后插入进行压接的端子中。如果从线缆上剥下绝缘层是单独的操作过程,在
处理或集束过程
中可能会不小心将线芯分离。
使用剥线并保持工艺去除绝缘层,这样绝缘套并没有完全从线缆上去除,直至准备用端子压接在线缆上,有助于最大限度减小线芯松散问题。
如果剥线长度过短,或者线缆没有完全插入导体压接区,端接可能不能达到规定的拉拔力,因为线缆与端子之间的金属间接触减少了。
线缆的剥线长度过短(注意绝缘层处于正确位置),伸出导体压接区前部的距离无法获得要求的一个线缆外径。
解决方法很简单
:增大剥线设备的剥线长度至该端子的规定值。
绝缘层向前过深地插入绝缘压接区,导体伸出至过渡区。在实际应用中,这可能引起三种失效模式。
其中两种是由于
导体压接区中金属间接触减少
,使得额定电流和线缆拉拔力降低。
金属与塑料的接触没有金属间接触牢固
,而且它不导电。
第三种失效模式在连接器接合时可能出现。如果线缆伸出至过渡区过深,插针端子的尖端碰撞上线缆,可能会阻止连接器完全就位,或者可能导致插针或插孔端子弯曲。这种情况称为
端子碰撞
。
在极端情况下,即使端子在外壳内完全就位,但是会被推出外壳背部。要解决这个问题,确认没有使用过大的力将线缆插入压接机而使之越过压接机的线缆止口,或者调节线缆止口的位置使之正确地轴向定位已剥皮的线缆。
因为压接端子呈香蕉形状。这使得端子很难插入外壳中,可能引起端子碰撞。这个问题很容易解决,调节压接机上的限制销的位置即可。
这个小销位于压接机中,在压接区压接在线缆上时接触端子的接合区。在压接过程中,端子一端的大量金属(在压接区中)移动。如此大的作用力趋向于强迫端子的前部上翘,除非被适当的"限制销"所限制。
比较明显的一个压接问题是过渡区的
局部被损坏
,如:
在图示的端子中,竖直的突起部分是称为"
端子止口
"的设计特征。其功能是防止端子过深地插入外壳。如果止口被完全损毁,实际端子会被推向一直穿过外壳。
引起这一问题的原因是端子和金属条(当你从制造商处收到货时端子所连接的金属条)相对于压着机的位置不正确。只需放松可互换工具的基板,然后重新对准压着机,即可解决问题。
喇叭口的正确尺寸是接近端子材料厚度的2倍。例如,如果端子由厚度为.008"的材料制成,喇叭口应当约为.016"。
虽然几千分之一英寸的偏差不会在本质上影响端子的性能,如果缺少喇叭口,或者小于端子材料厚度,会有割断线芯的危险。保留的线芯减少会降低端接强度。要校正该问题,确认压着设备上的冲头和砧座正确对准。
如果喇叭口过大也会出现问题,因为这会减小端子压着区与线缆接触的总面积。线缆与端子的接触面越小,线缆拉拔力越小。如果压着高度正确,那么可能是由于
工具磨损
引起的问题,应当予以更换。
在压着过程中,尾料从端子上裁切下来。如果保留的尾料过长会出现问题。
当端子插入外壳中时,过长的金属尾料会伸出至连接器的后部,在施加较高的电压时引起连接器的相邻触点之间的电弧。如果端子前部的尾料过长,会干涉连接器的接合和引起"
端子碰撞
"。
解决方法:调节压着机上的基板,使端子在压着机中正确居中。端子没有正确居中的另一个标志是喇叭口没有正确成形。出现这种情况是因为喇叭口与尾料的工具具有空间关系。
尽管
倒钩弯曲
并不一定是不正确的压着过程产生的,但是连接器还是会失效。倒钩可能向内或向外过度弯曲,这会影响端子完全锁入塑料外壳的能力。
倒钩的损害可能是由于端子从卷轴上展开时,压着机的转轴固定器上的摩擦轮过紧,也可能是端子压着在线缆上之后的搬运引起的。
通常已端接的线缆会
捆扎成束
,库存或运输至工厂的另一个地点。在捆扎过程中,或者每根已端接的线缆从线束中取出时,倒钩也可能会弯曲。
解决:如果是在压着机上出现损坏,那么需要
调节摩擦轮
的松紧度,只需保持端子卷轴不会由于其自重而展开即可。如果问题出在捆扎过程,需要采用更小的线束或改进搬运程序。
相关推荐链接:
1、电机控制原理及外引端子接线图设计
2、主变压器端子接线微机保护原理图纸