前言:挥发性有机物(VOCs)的废气治理工作是国家“十三五”环境治理的重要任务之一,炼油与化工行业是国家重点关注的VOCs治理行业。介绍几种炼化行业挥发性有机物(VOCs)废气治理典型技术及应用实例。 实例:①石化污水处理场隔油池、气浮池废气应用“脱硫及总烃浓度均化-催化氧化”技术处理,曝气池废气应用“洗涤-吸附”装置处理; ②汽油装车油气应用“低温柴油吸收”技术处理,油气回收率大于95%;汽油低温柴油吸收装置净化尾气与喷气燃料装车油气应用“总烃浓度均化-催化氧化”技术处理;
前言:挥发性有机物(VOCs)的废气治理工作是国家“十三五”环境治理的重要任务之一,炼油与化工行业是国家重点关注的VOCs治理行业。介绍几种炼化行业挥发性有机物(VOCs)废气治理典型技术及应用实例。
实例:①石化污水处理场隔油池、气浮池废气应用“脱硫及总烃浓度均化-催化氧化”技术处理,曝气池废气应用“洗涤-吸附”装置处理;
②汽油装车油气应用“低温柴油吸收”技术处理,油气回收率大于95%;汽油低温柴油吸收装置净化尾气与喷气燃料装车油气应用“总烃浓度均化-催化氧化”技术处理;
③中间油品罐和污水池VOCs废气应用“低温柴油吸收-碱液脱硫+总烃浓度均化-催化氧化”技术处理;
④橡胶废气应用“预处理(冷凝、过滤)-催化氧化”技术处理;
⑤氯苯、硝基氯苯装置和原料及产品储罐排放的VOCs废气应用“蓄热燃烧-氢氧化钠碱液吸收-活性炭吸附”技术集中处理.处理后的净化气中甲烷总烃、苯、甲苯及二甲苯等指标均符合国家排放标准.
关于VOCs废气治理方面,国家颁布了一系列标准,例如:GB 31570--2015《石油炼制工业污染物排放标准》,GB 31571--2015(石油化学工业污染物排放标准》等。目前天津炼化企业执行的标准和政令最严,主要指标和要求包括:
①焚烧法中规定净化气VOCs(以非甲烷总烃NMHC计)的质量浓度不大于20 mg/m3,非焚烧法规定不大于80 ms/m3;苯的质量浓度不大于4 ms/m3;臭气浓度不大于1 000;
②实际蒸汽压不小于2.8 kPa的挥发性有机液体储罐采用浮顶罐,罐顶VOCs(以甲烷计)检测的体积分数不应超过2 000uL/L;
③苯等挥发性危险化学品储罐,应在内浮顶罐基础上安装油气回收装置等处理设施。基于技术先进、成熟可靠的工程实例,介绍了几种炼化行业VOCs废气治理典型技术及应用实例¨引。
1 VOCs废气治理典型技术与工程实例
1.1污水处理场VOCs废气治理
炼化污水处理场隔油池、气浮池、均质调节池等VOCs废气宜采用“脱硫及总烃浓度均化一催化氧化”∞o技术处理,曝气池、氧化沟等废气宜采用“洗涤一吸附”技术处理。
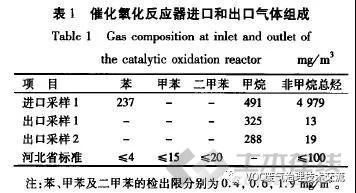
中国石油在河北省某炼化企业的污水处理场建有1套5dam3/h隔油池、气浮池、均质调节池、污泥池等废气“脱硫及总烃浓度均化一催化氧化”和1套23 dam3/h曝气池废气“洗涤一吸附”联合装置。曝气池废气通过“洗涤”脱除污泥飞沫和部分恶臭物质,通过“吸附”脱除VOCs等污染物;饱和吸附剂采用催化氧化反应器排出的热气再生,约3个月1次,再生气返回催化氧化处理。该企业污水处理场废气经过处理后符合河北省DB13/2322—2016《工业企业挥发性有机物排放控制标准》要求。2016年11月,对联合装置催化氧化反应器进、出口气体的采样分析结果见表1。
曝气池废气洗涤塔人口臭气浓度一般大于4000。经过“洗涤.吸附”处理,臭气浓度小于20。吸附罐入口NMHC的质量浓度在50~200mg/m3。吸附初期,吸附罐出口NMHC的质量浓度小于10mg/m3,2个月后增加到20~40mg/m3,达到50ms/m3即安排再生。
1.2挥发性有机液体装载作业VOCs废气治理
汽油、石脑油、喷气燃料、芳烃装载作业油气,宜采用低温柴油吸收、活性炭吸附、冷凝、膜分离等不同组合工艺处理,处理后不能达标,可再采用催化氧化、蓄热氧化、焚烧等装置处理。
中国石化在山东省某炼化企业原有1套处理量300m3/h的汽油火车装车油气低温柴油吸收装置,净化气NMHC质量浓度小于18g/m3,油气回收率大于95%。该企业新建1套4dam3/h“总烃浓度均化-催化氧化”装置,将喷气燃料火车、汽车装车油气与原有的汽油火车装车油气低温柴油吸收装置尾气一起处理,催化氧化反应器进、出口气体组成见表2,净化气NMHC的质量浓度小于20mg/m3,苯、甲苯、二甲苯浓度均低于检出限。

1.3 挥发性有机液体储罐VOCs废气治理
挥发性有机液体储罐应优先采用浮顶罐或压力储罐控制VOCs排放。但酸性水罐、污油罐等排放废气中含有较高浓度的油气(VOCs),硫化氢、有机硫化物等,恶臭气味严重,宜采用低温柴油吸收+碱洗+催化氧化或蓄热氧化技术处理;苯、甲苯、二甲苯浮顶罐区排放气需要治理,宜采用活性炭吸附或预处理一催化氧化工艺。
1.3.1 罐区合硫油气低温柴油吸收+催化氧化装置
国内建有几十套“低温柴油吸收一碱液脱硫”装置(以下简称低温柴油吸收)用于酸性水罐、污油罐等含硫油气,其中,柴油吸收油气、有机硫化物和大部分硫化氢,氢氧化钠溶液吸收残余的硫化氢,废气经过处理,NMHC的质量浓度小于25000 mg/m3,有机硫化物去除率接近100%,硫化氢去除率达99%以上,符合GB 14554--1993《恶臭污染物排放标准》和GB20950--2007(储油库大气污染物排放标准》,但达不到《石油炼制工业污染物排放标准》以及天津市、北京市标准要求。为此,中国石油化工股份有限公司抚顺石油化工研究院开发了如下工艺:①罐区废气低温柴油吸收一活性炭吸附工艺,VOCs去除率达98%以上;②罐区废气低温柴油吸收.催化氧化(或蓄热氧化)工艺,按所在地要求,NMHC的质量浓度小于80或20mg/In3;③罐区废气低温柴油吸收-焚烧工艺,NMHC的质量浓度小于20mg/m3。2015年,在青岛某企业完成了VOCs废气低温柴油吸收装置尾气进加氢装置加热炉、克劳斯尾气焚烧炉、CO余热锅炉、氨气焚烧炉焚烧处理工业试验,净化气NMHC的质量浓度小于20mg/m3。
中国石化在上海市某炼化企业储运罐区油浆、对二甲苯、渣油、沥青、重污油、轻污油等共24个中间油品储罐和4个污水池VOCs废气采用“低温柴油吸收.碱液脱硫+总烃浓度均化-催化氧化”装置(简称低温柴油吸收+催化氧化装置)处理,催化氧化单元废气处理量5 dam3/h,催化氧化反应器入口温度约350℃,装置入口、低温柴油吸收塔出口、催化氧化反应器出口气体组成见表3,净化气中苯、甲苯、二甲苯浓度小于检出限,NMHC的质量浓度小于30 mg/m3,远优于上海市DB 3 1-933--2015(大气污染物综合排放标准》。
1.3.2 芳烃罐区废气缓冲均化一催化氧化装置
中国石化在上海市某石化企业芳烃罐区的内浮顶罐储存物料有苯、甲苯、二甲苯、环丁砜等组分,含油污水池罐区和污水池排放废气进7dam3/h缓冲均化一催化氧化装置处理,净化气NMHC和苯的质量浓度分别小于20,1mg/m3。
1.4氧化脱硫醇装置VOCs废气治理
汽油、液态烃氧化脱硫醇尾气宜进克劳斯尾气焚烧炉或低温柴油吸收装置处理。经过低温柴油吸收不能达标排放,可再进催化氧化装置、蓄热氧化装置、焚烧炉等进一步处理。
国内有多套氧化脱硫醇尾气低温柴油吸收装置。汽油氧化脱硫醇尾气含有高浓度汽油油气和有机硫化物,低温柴油吸收的经济效益很好,中国石化在山东省某炼化企业应用“低温柴油吸收”装置处理汽油氧化脱硫醇尾气,回收油气量502.7t/a,吸收尾气进克劳斯尾气焚烧炉处理达标排放"】。液态烃氧化脱硫醇尾气主要含有机硫化物,二甲基二硫浓度可达几千mg/m3,直接进克劳斯尾气焚烧炉需注意安全问题和焚烧烟气SO2是否超标排放。中国石化在上海市某炼化企业原来将液态烃氧化脱硫醇尾气送克劳斯尾气焚烧炉处理,但烟气SO2达不到新标准GB31570--2015排放要求(100mg/m3)。2015年,该企业建设了低温柴油吸收装置,吸收尾气再进克劳斯尾气焚烧炉处理,解决了烟气超标问题。
1.5橡胶装置VOCs废气治理
丁苯橡胶(SBS)、顺丁橡胶等生产装置VOCs废气宜采用(冷凝、除雾、过滤、洗涤)预处理.催化氧化技术处理,通过发生蒸汽等方式回收热量。
1.5.1 SBS橡胶废气“冷凝一除雾一催化氧化”装置
中国石化在北京市某橡胶厂SBS橡胶生产过程排放的废气主要包括螺杆挤压机出口闪蒸气和胶粒干燥气,其中闪蒸气主要由水蒸汽和高浓度的环己烷组成,回收价值很大;胶粒干燥风的排气量较大,NMHC的质量浓度5000—8000 mg/m3。
2007年9月,该橡胶厂建成1套30 dam3/h处理量SBS橡胶废气“冷凝一除雾.催化氧化”装置,闪蒸气首先经过两级冷凝预处理,废气中的水和环己烷大部分被回收,产生的不凝气与胶粒干燥气混合,依次经过除雾器、换热器、加热器等,废气被加热到260℃以上,进入催化氧化反应器,在催化剂作用下,VOCs被氧化成CO2和H2O,净化气NMHC的质量浓度小于100 mg/m3。氧化产生的反应热通过换热器回收,部分反应热被用于SBS胶粒干燥。每年可减排有机物900 t,装置回收的冷凝水和环己烷全部回用于SBS合成系统,可节约费用80.8万元/a;排放的高温净化气回用于胶粒干燥系统,替代部分水蒸汽,节约费用91万。2012年底,根据新标准要求,通过更换新型WSH催化剂和调整操作参数,该装置净化气NMHC降到20mg/m3以下、环己烷低于检出限,符合国家排放标准。
1.5.2顺丁橡胶废气“过滤除雾一催化氧化”装置
中国石化在北京上述橡胶厂的顺丁橡胶后处理单元VOCs废气约70dam3/h,主要污染物是己烷。2014年“过滤除雾一催化氧化”装置建成投用,采用WSH-2F型蜂窝状贵金属催化剂,催化氧化反应器进口温度220—260oC、出口温度370—470oC,处理前废气NMHC质量浓度5000~10000mg/m3,处理后净化气中NMHC的质量浓度小于5mg/m3、己烷低于检出限;用己烷氧化反应热生产8kg/cm2蒸汽1~3t/h,蒸汽并入厂内蒸汽管网。装置投用后,每年可减排VOCs近2000t。
1.6环氧丙I彩苯乙烯(PO/SM)装置VOCs废气治理
环氧丙烷/苯乙烯(PO/SM)生产尾气宜采用催化氧化技术处理,使用贵金属催化剂。
中国石化在浙江省某中外合资企业,环氧丙彤苯乙烯(PO/SM)生产装置排放的废气中含有苯、甲苯、乙醛、乙苯、环氧丙烷、苯乙烯等挥发性有机物,有机物质量浓度2800~20000mg/m3,废气流量为86dam3/h。采用双系列催化氧化装置处理,WSH-2型贵金属催化剂连续使用5a以上,净化气NMHC、乙醛和苯乙烯的质量浓度分别小于80,5,2 mg/m3,NMHC去除率大于97%。
1.7苯胺生产废气处理
苯胺生产废气宜采用预处理一催化氧化处理,推荐使用贵金属催化剂。预处理包括真空泵尾气循环水冷却和除雾。
中国石化VOCs综合治理技术指南建议,大型石化企业的VOCs废气宜分区域、分种类集中收集处理。因此,该企业建设了1套20dam3/h苯胺装置和原料罐区等VOCs废气集中催化氧化处理装置,使用WSH-2N型Pt.Pd—ce催化剂,该催化剂具有高烃基氧化活性和高选择性(有机氮95%以上转化为氮气)。装置进行72h性能考核后,净化气中主要污染物排放情况如下:NMHC,NOx的质量浓度分别为4.36,6.6 mg/m3,苯、苯胺、硝基苯、环己烷浓度均低于检出限,各项指标远优于GB31571--2015(石油化学工业污染物排放标准》要求。
工程实例:中国石化在江苏省某化工企业以苯为原料生产硝基苯、苯胺、环己酮、橡胶防老剂等苯化工产品,这些苯化工装置和(原料、中间产品、成品)罐区在生产过程中排放VOCs废气,共计有12个工艺排气口和85台挥发性有机液体储罐,所排废气的主要污染物有苯、硝基苯、苯胺、环己烷、环己酮、丙酮等,其中,硝基苯、苯胺属于含氮挥发性有机物(NVOCs)。工艺排气口总烃(甲烷+非甲烷总烃)质量浓度大致在1000~28000mg/m3,苯的质量浓度600—16000mg/m3、硝基苯的质量浓度400~800mg/m3、苯胺的质量浓度1000~2000mg/m3、环己烷的质量浓度4000—28000mg/m3、丙酮的质量浓度1000—18000mg/m3,大多数排放口废气中含两种以上有机污染物。85台储罐排气中总烃质量浓度基本小于30000mg/m3。
1.8氯苯生产废气处理
氯苯生产废气宜采用蓄热燃烧一氢氧化钠碱液吸收.活性炭吸附工艺处理;碱液吸收氯化氢(HCl),活性炭吸附二嗯英。表4为蓄热氧化(RTO)单元进、出口气体组成分析。
工程实例:中国石化在江苏省某化工企业氯苯装置区有氯苯装置、硝基氯苯装置、表面活性剂装置和14台原料及产品储罐排放VOCs废气,废气中含有氯苯、苯等污染物,其中氯苯是含氯挥发性有机物(CVOCs)。针对上述废气,该企业建设了1套15dam3/h“蓄热氧化(RTO)一吸收一吸附”集中处理装置,NMHC去除率达99%以上,净化气NMHC的质量浓度为10mg/m3,氯苯、苯、HCl等污染物浓度低于检出限,二嗯英的质量浓度0.016~0.043ng/m3(毒性当量TEQ),净化气符合GB31571--2015《石油化学工业污染物排放标准》。
小结:
基于技术先进、成熟可靠的工程实例,推荐了石化污水处理场、挥发性有机液体装载作业、挥发性有机液体储罐、氧化脱硫醇装置、橡胶装置、环氧丙彤苯乙烯(PO/SM)装置、苯胺装置、氯化苯装置等排放的VOCs废气治理典型技术。通过采取合理、高效的废气治理技术后,净化气中NMHC、苯、甲苯及二甲苯等指标均符合国家排放标准,VOCs废气取得了较好的治理效果。