刮板输送机是煤矿中应用频率最高的设备,中部槽是刮板输送机中的主要部件,也是磨损最为严重的部件。大部分中部槽(厚度为20mm)的中板磨损严重,转载机凸凹槽中板已磨透,濒临报废,若全部更新,耗资巨大。经多方面考察,采用刮板机中部槽大面积花纹堆焊新工艺,选用北京固本科技有限公司研制生产的kb988耐磨焊丝对被磨损的中部槽中板进行耐磨堆焊。 1、中部槽堆焊花纹图案及尺寸的确定
刮板输送机是煤矿中应用频率最高的设备,中部槽是刮板输送机中的主要部件,也是磨损最为严重的部件。大部分中部槽(厚度为20mm)的中板磨损严重,转载机凸凹槽中板已磨透,濒临报废,若全部更新,耗资巨大。经多方面考察,采用刮板机中部槽大面积花纹堆焊新工艺,选用北京固本科技有限公司研制生产的kb988耐磨焊丝对被磨损的中部槽中板进行耐磨堆焊。
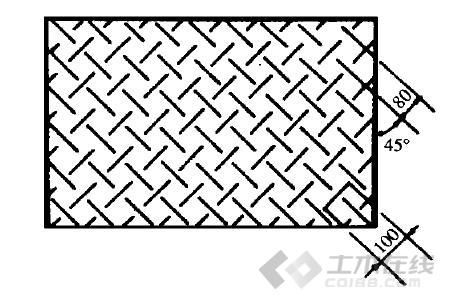
1、中部槽堆焊花纹图案及尺寸的确定
在中板上堆焊的花纹图案及尺寸主要考虑以下几个因素:保证刮板均匀磨损,防止和减小堆焊对中部槽产生变形及降低堆焊成本等。经过各种堆焊花纹图案对比,最后选择了交叉人字形图案。该图案焊道排列整齐,对刮板磨损均匀,焊道之间不连接,很大程度上减小了中部槽的变形程度,焊道的距离可以根据中部槽磨损情况适当地调整。中部槽上焊道的长度100mm,间隔100mm,焊道宽度为(10±2)mm,堆焊层厚度为1.5~2mm。
2、kb988耐磨焊丝的特点
kb988耐磨焊丝是北京固本科技有限公司研制生产的专用于刮板输送机中部槽大面积耐磨花纹堆焊的耐磨焊丝。该焊丝为高铬型耐磨焊丝,添加碳化钨合金。堆焊后表面硬度高、耐磨性好,适用于磨损严重的工况。高铬铸铁型堆焊材料的价格,接近碳化钨堆焊材料的效果。

3、中部槽堆焊工艺措施
中部槽大面积耐磨花纹堆焊工艺措施主要是防止或减少中部槽变形,对于大型刮板输送机中部槽,由于槽帮钢强度高,刚性好,一般不会发生扭曲变形,但会出现中板横向翘曲,因此应采取以下措施:
(1)堆焊前先除去中板油漆和锈污。
(2)用样板在中板表面按设计花纹划线。
(2)用2根金属圆管在槽帮钢上口,距两端各1/4长度处向外撑开3~5mm。
(4)选用1.6mm的kb988耐磨焊丝施焊。焊接参数推荐:焊接电流220-280A、焊接电压22-28V、保护气体为纯二氧化碳或纯氩气、保护气体量20L/min、焊丝伸出长度15-20mm、焊接速度35cm/min、焊枪倾角80度、电流类型为直接反流。
(5)焊接顺序为先焊靠近槽帮钢一侧同一方向的一排焊缝,然后在另一中部槽上焊相同位置的一排焊缝,焊完后再回到第一节中部槽,焊另一侧焊缝,这样互相交替直到焊完为止。这样做的目的是防止焊接热应力同时集中起来造成中部槽变形。严禁无顺序平推堆焊。
(6)焊完中板之后,再焊槽帮钢进出口端头,当中板表面温度冷却以后(不烫手)再打掉圆管。
注:此堆焊工艺及参数仅适用于北京固本科技有限公司的kb988耐磨焊丝。使用其他耐磨焊接材料时,文档内容仅供参考。