一台箱变(500千伏安10/0.4)低压侧出线开关400A接一出线架空线路到采石场,出线采用50平方的铝芯线。供两台切割机一台18千瓦,另一台22千瓦,当使用切割机时电机发热严重(严重时停转),测量电压电机端电压370V三相基本平衡,箱变开关出线电压390V三相平衡。箱变到采石场有400米左右。请高手分析,如何解决谢谢朋友技术支持。现在当电机启动时,三相电压降到340V左右,三相电流波动很大高时90安,一般在60安左右。
一台箱变(500千伏安10/0.4)低压侧出线开关400A接一出线架空线路到采石场,出线采用50平方的铝芯线。供两台切割机一台18千瓦,另一台22千瓦,当使用切割机时电机发热严重(严重时停转),测量电压电机端电压370V三相基本平衡,箱变开关出线电压390V三相平衡。箱变到采石场有400米左右。
请高手分析,如何解决
谢谢朋友技术支持。
现在当电机启动时,三相电压降到340V左右,三相电流波动很大高时90安,一般在60安左右。
两台电机额定电流在40安以下,
[
本帖最后由 cqdyzdj 于 2010-9-27 23:24 编辑 ]
 2楼
2楼
箱变开关出线电压390V三相平衡
低了,调到400V。
回复
3楼
铝的压降比较大,铝芯线换成铜芯线应该就可以。
回复
4楼
箱变开关出线电压低了,调到420V。
回复
5楼
校验一下线的电压降,看是否截面过小,如截面压降满足,不行那就要安装补偿电容。
估计电缆截面过小,压降过大。
超过200米距离,先按压降选线,在按载流量校验线的发热量。
回复
6楼
电机端电压有370伏也在正常值范围,是不是负载过重、皮袋过紧等引起的过热?
回复
7楼
支持区管,如果机端电压有370V不算低。还是检查电机是否选小了,电机过载。
回复
8楼
支持区管,370电压,电机应可以正常工作,是负荷大了。电机超载。
回复
9楼
谢谢各位大师指点,我在补充一点在采石场当切割机不用时电压和箱变出线电压时一样的都为390左右,当用上时才出现我一楼提出的问题,另外线路电压降计算公式是哪一个,能否请大家给一个选线列子本人是这方面的菜鸟,
回复
10楼
测量电机工作电流是否超过了额定电流。
可考虑提高变压器低压侧电压,或减少电机负载。
回复
11楼
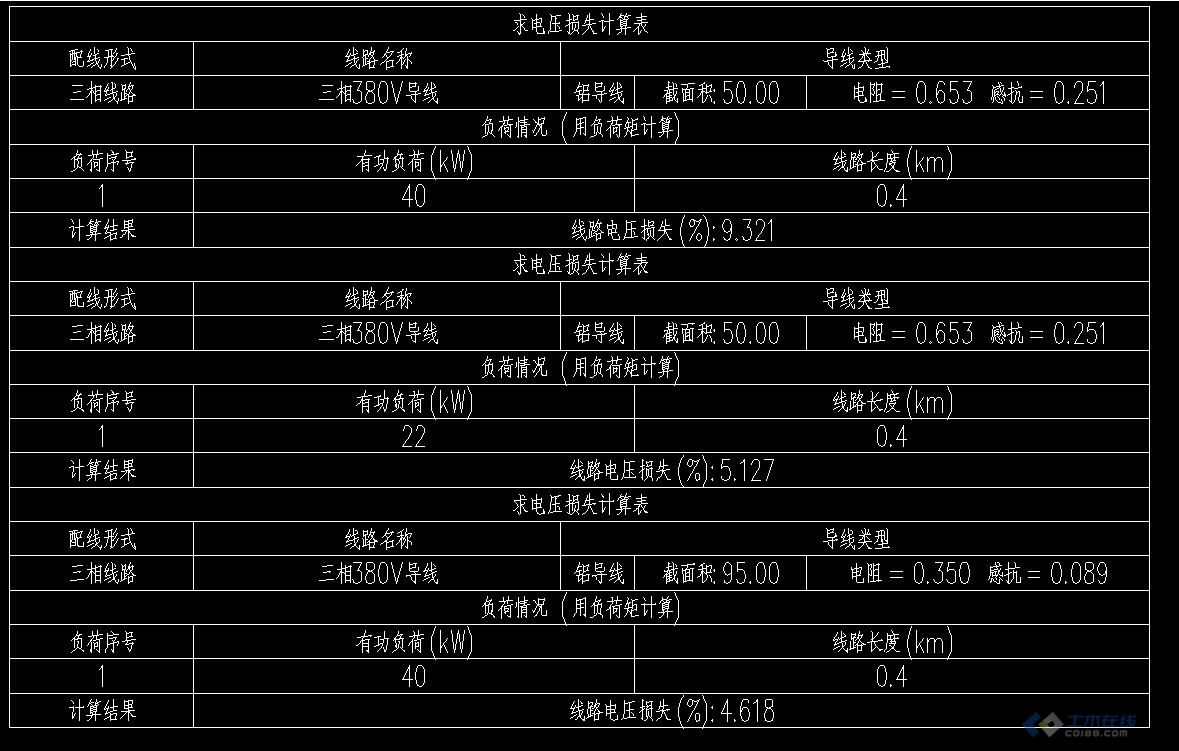
刚才大致算了下,从计算结果看,二台切割机同时使用时线损偏大,约在9%左右;单台使用时线损还可以,约在5%左右。
从楼主所述及计算结果来看,其原因大概有以下几点:
1、线径偏小。从计算结果看,二台切割机同时使用时线损偏大,约在9%左右。建议加大线径,从经济性来看,可以使用95mm2铝线,其线损约为4.6%,基本满足使用要求。
2、切割机负载过重。原因可能是:
a、皮带过紧;检查下看看,如过紧调松一点。
b、切割时下锯深度过深。如果下锯过深易引起电机过载,严重时可能会引起电机堵转。调小点下锯深度看看。
c、锯片钝化。锯片使用一段时间后就会钝化,可以用耐火砖磨一磨。
[
本帖最后由 lgh6808 于 2010-9-19 13:32 编辑 ]
回复
