
知识点:固体绝缘母线绝缘层 绝缘管型母线的发展及应用情况调查 1. 引言 绝缘管型母线是一种新型母线型式,其实质是利用铜或铝管母作 为导体,外敷绝缘的一种母线产品。 这种母线早期在国外开始应用,已有几十年的运行经验。国内大 连第一互感器有限责任公司于 2002 年开始从德国引进技术,2004 年 完成型式试验,
知识点:固体绝缘母线绝缘层
绝缘管型母线的发展及应用情况调查
1. 引言
绝缘管型母线是一种新型母线型式,其实质是利用铜或铝管母作 为导体,外敷绝缘的一种母线产品。
这种母线早期在国外开始应用,已有几十年的运行经验。国内大 连第一互感器有限责任公司于 2002 年开始从德国引进技术,2004 年 完成型式试验,之后逐步开始生产干式绝缘管型母线。随后,越来越 多的企业开始制造绝缘管型母线。绝缘管型母线由于其载流量大、机 械强度高、外形尺寸小、电气绝缘性能强的优点,其安装的环境适应 性较好。在近十年的时间内,绝缘管型母线在变电站、发电厂和大型 光伏发电工程等领域内得到了越来越多的应用。
2. 绝缘管型母线的结构与技术特点
目前,国内生产绝缘管型母线的厂家有三十多家,绝缘管型母线 的生产工艺和结构形式有较大的差异,在此仅对一种结构形式进行分 析。
2.1. 结构
2.1.1. 母线本体结构
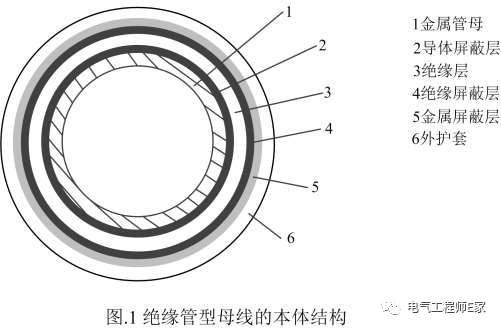
图.1 所示为绝缘管型母线的一般结构,母线的构成从内到外依次 是:金属管母、导体屏蔽层、绝缘层、绝缘屏蔽层、金属屏蔽层、外 护层。
金属管母一般采用铜或铝管母,绝缘层采用固体绝缘材料,现在 具体使用的绝缘材料有多种,导体和绝缘屏蔽层使用的材料也有很多种,金属屏蔽层采用铜网或铜带,外护层大多采用热缩套也有采用不 锈钢。
2.1.2. 绝缘管型母线的整体结构
绝缘管型母线不是简单的一段母线,它在实际工程中需要由多段
直线或弯曲母线、中间接头、母线终端、三通、支撑结构和穿墙结构 组成一个整体母线系统才能够投入使用。总体上,它是一个分相形式。
2.2. 技术特点
绝缘管型母线由于采用铜管或铝管母线导体,具有如下特点: 1) 载流量大 绝缘管型母线导体采用管型结构,其集肤效应低,单位截面的导体的载流量大于同等截面其它形式的导体。如载流量 800A 的母线, 铜管母线需采用 Ф32×3,电流密度为 2.93A/mm2,而矩形铜母线需采 用 60×6mm2,电流密度为 2.22 A/mm2,管母的导体效率提高了约 30%。
2) 表面场强低
根据圆管母线表面的电场强度(E)与电压(U)/半径(R)成正比,同样截面的铜管母线与矩形母线相比,管母表面的场强是矩形 母线的 1/10~1/15。因此管母外敷绝缘承受的场强较低,因此带电运 行较为安全可靠。
3) 机械强度大
根据母线截面模量公式:管型母线截面模量公式为:W= π/32 (D4 - d4) 其中,D—管母外径,d—管母内径;矩形母线截面模量公式为 W=bh2/6 其中,b—矩形母线宽度,h—矩形母线厚度。
同样载流量的母线,抗弯截面模量,管型母线是矩形母线的 5 倍。 管母具有较强的机械强度,可承受较大的短路电动力和较大跨距的抗 弯和抗震能力。
4) 散热条件好
管型母线中间空,表面积大,具有良好的散热条件,这方面性能大大优于矩形母线、电缆和其它母线。 除了以上特点外,绝缘管型母线一方面在导体外敷有绝缘层,具有很好的绝缘性能;另一方面导体外敷有导体和绝缘屏蔽层,母线绝 缘承受电压均匀,敷有金属屏蔽层并接地,使得母线表面电位为零。 另外,其具有外护套,对外部日照、风雨、机械、有害气体等进行防 护,因此绝缘管型母线还具有如下特点:
5) 绝缘性能好
安装时不需要考虑安全距离,运行可靠性高。
6)环境适应性强
绝缘管型母线在户内外均可使用,可以在一般的空间中使用,也可以在沟道、隧道内架设。 综上所述,绝缘管型母线的技术优点有:①载流量大;②表面电场强度低;③机械强度大;④散热条件好;⑤绝缘性能好;⑥环境适应性强。
正因为绝缘管型母线具有以上优异的技术特性,使得其在越来越 多的领域内有取代矩形母线桥、共箱母线和电缆等其他母线的趋势, 将会得到越来越多的应用。
3. 国内外绝缘管型母线的发展状况
国外绝缘管型母线的发展起步较早,技术较为成熟,比较知名的 母线品牌有德国的 PBP(preissinger busbar production)绝缘母线产品、 瑞士雷兹 SIS 绝缘母线系统及德国 MGC 公司的 RIP(resin insulated paper)绝缘管母产品。这些母线产品采用的都是环氧树脂抽真空浇 注生产工艺,德国 MGC 公司的 RIP 绝缘母线在户外恶劣环境下使用 时外护套增加一层不锈钢罩壳。这种工艺分为两个阶段,第一阶段是 将包围圆导体的绝缘纸在真空状态下加热干燥,第二阶段是将事前准 备好的浇注罐与母线连接,在压力的作用下将一种低粘度的树脂浸入 包扎纸中。绝缘管型母线产品在国外已运行三十多年,有成功的运行 经验。
在国内,大连第一互感器有限责任公司于 2002 年引进德国 PBP公司的技术,经消化吸收后开始制造绝缘管型母线,其绝缘材料采用 环氧树脂,采用抽真空浇注的生产工艺。随后,有较多的企业开始采 用绕包工艺生产绝缘管型母线,其绝缘采用聚酯薄膜或聚四氟乙烯带 表面涂硅油复合绝缘。到 2008 年,开始有一些企业研究并采用挤包 工艺生产绝缘管型母线,其绝缘材料采用三元乙丙橡胶(EPDM)或 硅橡胶。随后,有部分采用绕包工艺的企业也开始采用挤包工艺生产 绝缘管型母线。
到目前为止,国内生产绝缘管型母线的企业有三十多家,采用的 生产工艺有浇注、绕包和挤包三种,他们采用的绝缘材料分别是环氧 树脂、聚脂薄膜或聚四氟乙烯带涂硅油复合绝缘、三元乙丙橡胶或硅橡胶。
![]()
4. 各种型式的绝缘管型母线
目前,国内生产的几种型式的绝缘管型母线,其整体和局部的结 构、各部分使用的材料、生产工艺过程和生产设备等各方面均有较大差异,以下作简要介绍。
4.1. 浇注式绝缘管型母线
4.1.1. 结构及材料
![]()
浇注式绝缘管型母线本体绝缘主要采用绝缘、半导电(粘性)电工 皱纹纸带缠绕,经环氧树脂真空浸渍,加温固化,形成一体化固体绝 缘。
在端部可以很方便地将半导电带分层按一定尺寸缠绕主绝缘,形 成类似套管中的电容屏结构,达到控制场强分布,减少场强集中的效 果。
浇注式绝缘管型母线接头一般采用在导体连接外部外罩绝缘套 筒的形式。套筒同样是具有电容屏结构的绝缘筒装结构,内屏与导体 连接等电位,外屏为接地导体。两端与本体密封连接。
浇注式绝缘管型母线具有以下优点:
(1) 环氧浸渍纸绝缘是一种绝缘纸与环氧树脂的复合绝缘,导体、 半导体层和绝缘纸经加温固化后,形成致密、紧实的一体化结构,既 具有绝缘纸和环氧的良好绝缘和介电性能,又具有良好机械特性。已 证实该种结构形式能有效保证至少在 35 kV 及以下电压等级产品不 发生内部局部放电。
(2) 端部和套筒的电容屏结构能够有效控制场强,且实现简单, 均压结构存在于绝缘内部,均在工厂预制,可靠性较高。
(3) 绝缘套筒保障了设备在连接处依然保持全绝缘性能,提高了 安全性。
浇注式绝缘管型母线具有以下缺点:环氧材料本身较脆,单根长 度短(<3 米)、生产周期长、制造成本高,特别是屏蔽筒,在运输、 安装中对防止跌落、撞击的要求较高,同时需要考虑运行中的振动问题、基础沉降问题,以避免绝缘产生局部缺陷。
4.1.2 制造工艺及主要设备: 按工程需要将金属管切割、弯曲成型; 绕非金属屏蔽层、绝缘纸,敷金属屏蔽层和外护套热缩管; 抽真空环氧树脂浇注;环氧树脂烘烤固化。 生产环氧树脂绝缘管型母线的生产工艺复杂(越复杂越容易出问题,以通过国内最严苛的国家电线电缆试验中心的试验为准则,严格 按 DL/T 1658-2016 35KV 及以下固体绝缘管型母线标准和Q/GDW 11646-2016 7.2KV-40.5KV绝缘管型母线技术规范生产),生产 设备要求较高,除了管母加工设备和绕制设备之外,还必须有环氧树脂真空浇注机和大型烘烤炉等重要设备。
4.2. 绕包式绝缘管型母线
4.2.1. 结构及材料
![]()
绕包式绝缘管型母线具有以下优点: 绕包式绝缘管型母线生产工艺简单,流程环节少,产能充足。 现场故障恢复简单,在故障点破开绝缘,逐层缠绕恢复绝缘结构即可。
绕包式绝缘管型母线具有以下缺点:
(1)聚四氟乙烯或聚酯薄膜本身性能优异,但其绝缘性能决定 于绕包过程中是否形成致密、紧实的多层结构,而且现场安装接头时, 更难控制质量。只有通过严密的工艺手段才能保障其性能。包绕不够 紧实的产品,绝缘层间容易引入气泡、潮气,另外,压紧力下降后, 绝缘性能将严重下降,且更容易受潮气入侵,引发沿绝缘层间表面的 放电。这种情况下,其绝缘强度主要取决于绝缘结构的特性而远低于 材料本征击穿强度。
(2)绕包式设备生产起步要求低,大量厂家集中于生产该类型 产品,导致该类设备质量差异极大。仅有少量厂家采用机械缠绕的方 式,并严格控制工艺过程,保障绝缘性能。
4.2.2 制造工艺及主要设备: 金属管切割弯曲成型; 绕包绝缘及电容屏蔽层; 敷金属屏蔽层和外护套;
以上加工不需要特别的加工设备,生产门槛较低。
4.3. 挤包式绝缘管型母线
4.3.1. 结构与材料
三元乙丙橡胶原料呈粘稠的半流体状性质,通过挤包机在导体表面 挤出内半导电层、绝缘层和外半导电层。为保证半导电层与导电层 与电力电缆绝缘几乎完全相同,利用橡塑材料(聚乙烯,硅橡胶、结 合紧密,生产中宜采用三层共挤工艺。
挤包式绝缘管型母线与其他绝缘型式设备最大不同在于挤包式 中间接头与终端中无法插入电容屏形成均压结构,而是通过预制件在 地屏端部向外延伸形成喇叭口的应力锥结构,达到均匀场强的效果。
![]()
挤包式绝缘管型母线的优点:与电缆结构相似,绝缘一体性较好、 紧实,技术比较成熟,有电力电缆尤其是高电压等级电力电缆生产经 验的厂家能够顺利转向生产挤包式绝缘管型母线。
挤包式绝缘管型母线的缺点:
(1)绝缘管型母线为增大载流量,须扩大管径,此时,挤包时 必须避免重力造成的绝缘偏心,这在绝缘尺寸整体半径增大的条件下 工艺难度更大,必须更为准确地控制整个挤包圆周上的温度和挤包速度均匀性(这个工艺问题江苏士林电气设备有限公司早已解决,不存在这个疑问)。
(2)挤包型绝缘管型母线的弯管段成型是其生产中的难点。
先弯金属管后挤包,由于现今的技术水平和设备限制,尚未有厂家实现。 先挤包后弯管会使已成型的绝缘受拉伸和挤压,一是弯曲半径受很大 限制,相当于在绝缘上施加应力,拉伸会减薄绝缘而挤压可能导致气 隙产生;二是预应力会降低材料的机械和性能(江苏士林电气设备有限公司采用乙丙橡胶作为绝缘材料,乙丙橡胶断裂伸长率 350%以上,弯管半径根据不同规格铜管分别为 R350,400,450;这样对绝缘拉伸变形在 1-5%之间,对乙丙橡胶这样高弹性的绝缘材料影响可以忽略不计,而且江苏士林电气设备有限公司在产品定型前反复多次对弯管 后的铜管弯曲处解剖没发现导体屏蔽及绝缘,绝缘屏蔽有任何缺陷产生。多次在国家检测中心进行型式试验包括 20 个热循环后局部放电,工频耐压,雷电冲击,温升试验均完全符合国家电力行业最新DL/T 1658-2016标准及 Q/GDW 11646-2016 7.2KV-40.5KV绝缘管型母线技术规范,这里要强调的是针对铁路用 27.5kv 绝缘母线也是在国家检测中心进行了型式试验均完全符合相关要求并已在成都西站, 黔渝铁路全线,成浦铁路全线采用江苏士林电气设备有限公司生产的 乙丙橡胶绝缘母线)。
4.3.2. 制造工艺及主要设备 挤包式绝缘管型母线的制造过程主要如下:
a) 母线直线段制造:在此过程主要是挤包。
硅橡胶绝缘采用单层挤包,三元乙丙橡胶绝缘采取绝缘及内外屏蔽层三层共挤;
b) 母线切割弯曲成型;
c) 母线端部加工。
因此,挤包绝缘管型母线的生产除需要常规生产绝缘管型母线的设备外,还要有绝缘挤包设备。
相关推荐链接:
1、电磁铁设备说明