一、工艺简介 “管道内置套管施工工艺”,是以待修复管道为载体,采用高密度聚乙烯HDPE实壁管,专门加工成子母口倒榫结构,并加设密封圈的短管(长度为60至80公分),以液压牵引、撞合连接的方式,逐步形成一条新的HDPE实壁管,并同时套入待修复管道内的工法。本工艺是在完全不开挖的情况下进行,一般以一个井距为施工单元,利用两个相邻检查井作为操作空间。即:一端井室用于放置牵拉设备;另一端井室用于下管及合口。通过两端配合操作,将加工好的短管逐节进行撞合、连接,并同时将连接好的管道拖动至到所需位置。在完成内置套管的连接后,对新旧管道间的缝隙进行注浆填充,使两层管壁紧密结合,形成整体强度,达到对损坏管道修复加固的目的。
一、工艺简介
“管道内置套管施工工艺”,是以待修复管道为载体,采用高密度聚乙烯HDPE实壁管,专门加工成子母口倒榫结构,并加设密封圈的短管(长度为60至80公分),以液压牵引、撞合连接的方式,逐步形成一条新的HDPE实壁管,并同时套入待修复管道内的工法。本工艺是在完全不开挖的情况下进行,一般以一个井距为施工单元,利用两个相邻检查井作为操作空间。即:一端井室用于放置牵拉设备;另一端井室用于下管及合口。通过两端配合操作,将加工好的短管逐节进行撞合、连接,并同时将连接好的管道拖动至到所需位置。在完成内置套管的连接后,对新旧管道间的缝隙进行注浆填充,使两层管壁紧密结合,形成整体强度,达到对损坏管道修复加固的目的。
二、工艺特点
设备特点:
拆装方便、操作简单、动力平稳、无噪音、无污染。 短管设计特点:
①管节长度可依据需要加工,具有可调节性;
②管道接口制作成子母锁扣形式,具有防脱性;
③管口设置O型圈密封,具有防渗性;
④管节质量轻、体积小,便于操作。
PE管材加工:
将PE管材按使用要求,切割成60-80cm的短节(以满足在检查井内可操作 性来确定长短),使用专用机床,按设计将管口切削成倒榫子母口结构。
三、施工步骤
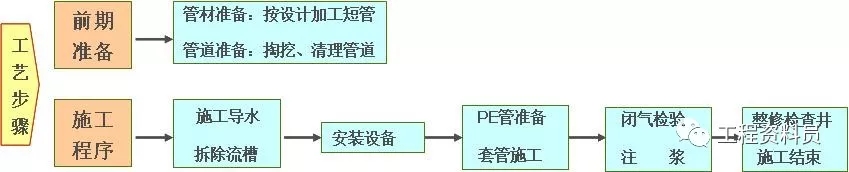
清淤
短管内衬施工:

管头处理砸油麻
注浆
四,适用条件
采用“非开挖套管工艺” 修复管道,一般情况下均比原管道直径缩 小一级。那么,可否采用此工艺有一定的适用性,归纳如下:
1、待修复管道坡度顺畅,符合设计规范,可保证修复后排水元素的 有效体现;
2、对管道修复前、后实际排水量(即管道充满度及流量值)进行核算 和比较,有效判断修复后排水流量能否满足实际需求,满足则适宜采用 此工艺,不满足则不适宜。
3、原管道排水充满度已达到设计最大标准值时,不可采用此工艺。
4、若待修复管道在其所属区域内,同功能非唯一排放管道,尚可 与另外同功能管道合并核算,依核算结果确定采用与否。
5、设施抢险抢修应急施工。
五、检验方法
施工验收要满足城镇排水管道工程施工及验收规范主要功能性试验是闭气试验
⑴ 对闭气试验的排水管道两端与管堵接触部分的内壁进行处理,使其清洁光滑。
⑵ 分别将管堵安装在管道两端,然后给管堵加压充气至27.5Kpa后,将管道密封,喷洒发泡液检查管堵密封情况。
⑶ 用空气压缩机向管道内充气至27.5Kpa,关闭气阀,使气压趋于稳定。管堵对管口完全密封后,观察管体内的气压。管体内气压从27.5Kpa降至24Kpa历时不少于5分钟方可进行试验。
⑷ 根据不同管径的规定闭气时间,测定并记录管道内气压从24Kpa下降后的压力表读数,其下降到17Kpa的时间不得少于下表规定数值。
(5)如果所用时间超过规定允许时间,而气压下降量为零或者小于7KPa,则也应该判定管道闭气试验合格。
(6) 排水管道闭气试验标准(摘自《城镇排水管道非开挖修复更新工程技术规范》CJJ/T210-2014)
管道施工后经闭气检验后合格率100%,运行良好。
另:以HDPE聚乙烯实壁管作为替 换管材,其管壁具有独立承载 能力,且内壁磨擦系数小,使 流速增加,使排水能力大大提 高。