采煤机截齿母材磨损后,硬质合金失去了支撑体,造成硬质合金的脱落,导致截齿的快速失效。为了延长截齿使用寿命,采煤机截齿生产厂会在截齿硬质合金周围堆焊耐磨层。为选择出耐磨损、适用于截齿堆焊的耐磨材料,本文对四种截齿耐磨堆焊材料进行对比分析。 一、截齿耐磨堆焊材料 1、YD628耐磨焊丝
采煤机截齿母材磨损后,硬质合金失去了支撑体,造成硬质合金的脱落,导致截齿的快速失效。为了延长截齿使用寿命,采煤机截齿生产厂会在截齿硬质合金周围堆焊耐磨层。为选择出耐磨损、适用于截齿堆焊的耐磨材料,本文对四种截齿耐磨堆焊材料进行对比分析。
一、截齿耐磨堆焊材料
1、YD628耐磨焊丝
天津生产的高铬铸铁耐磨焊丝,牌号为YD628;抗磨粒磨损高碳、高铬铸铁堆焊焊丝。堆焊层为高碳高铬铸铁型弥散碳化物,且堆焊层硬度较高,耐热强性能较好,但堆焊层硬而脆,承受压力与冲击载荷的能力较低,为了不影响堆焊层的抗磨粒磨损性能。
2、D212耐磨焊丝
山东生产的马氏体合金耐磨焊丝,牌号为D212;钛钙型渣系CO2气体保护焊药芯焊丝,焊后无裂纹。可多层堆焊,高性价比高。
3、Ni60WC粉末
上海生产的等离子弧焊粉末,牌号为Ni60WC;镍包铝放热型包覆粉末,与基体结合强度高,主要用于喷涂打底,涂层具有抗氧化性;也可作为工作涂层或工件的表面修复。
4、KB515耐磨焊丝
北京固本生产的碳化铌耐磨焊丝,牌号为KB515。根据截齿磨损特点,加入Nb元素,形成低摩擦系数碳化铌硬质相,焊后硬度可达到60-62
HRC,耐磨层无裂纹,焊接工艺优良,焊接过程中声音柔和,不脱落,外表成型光滑美观,无飞溅,大大改善人工施焊环境。
二、耐磨堆焊材料的工艺性比较
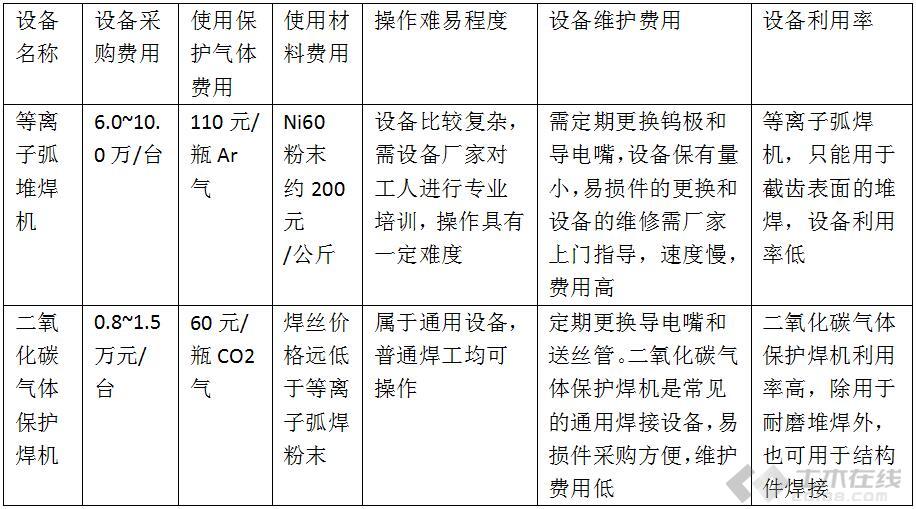
对于截齿堆焊设备,从降低成本,实用性方面讲,建议使用二氧化碳气体保护焊。等离子弧堆焊的主要问题是设备购置成本高,操作复杂和维护不方便。另外,二氧化碳气体保护焊所使用的耐磨堆焊材料具有绝对的成本优势。
三、焊接过程比较

YD628耐磨焊丝在焊接过程中飞溅较大,属于大颗粒飞溅,焊缝成型一般。D212耐磨焊丝焊接飞溅和成型相对较好,但焊后需要清理焊渣,偶尔会出现焊渣除不净和夹渣现象。KB515耐磨焊丝在焊接过程中飞溅较小,属于小颗粒飞溅,焊后成型美观。等离子弧堆焊过程中,几乎无飞溅物产生,焊后焊缝美观。4种材料中只有YD628焊后出现不规则的裂纹。
四、感应加热850℃后堆焊材料硬度值比较
将4种材料堆焊到42CrMo截齿上,感应加热到850℃,钎焊硬质合金淬火后,打磨抛光耐磨层,测试耐磨层洛氏硬度值,D212耐磨焊丝硬度最低,硬度较高的为KB515耐磨焊丝与Ni60WC粉末。
五、堆焊材料相对耐磨性
堆焊层耐磨性主要依靠耐磨层中高硬度碳化物硬质相来抵抗磨损,耐磨性主要取决于碳化物硬质相的种类、大小和分布。碳化物硬质相硬度越高,分布越致密,则耐磨性越强。D212堆焊层金属属于铁基马氏体合金,堆焊层中无抵抗磨损的硬质相,耐磨性最差。Ni60WC堆焊层属于镍基金属,在抗高温方面具有优势,Ni60WC堆焊粉末中碳化钨的存在保证了其耐磨性。YD628与KB515两种材料为铁基金属,堆焊层中含有大量的碳化物硬质相,能够抵抗磨损。YD628主要依靠粗大的Cr7C3抵抗磨损,Cr7C3显微硬度值为1800HV,碳化物硬质相显微硬度低,因此耐磨性一般。KB515主要依靠碳化铌(NbC)抵抗磨损,碳化铌显微硬度高达2400HV,因此KB515比YD628更加耐磨。
六、耐磨堆焊材料的选择
针对采煤机截齿工作工况,含有碳化物硬质相的堆焊层具备较好的耐磨性。截齿工况要求堆焊材料堆焊后表面无裂纹,以防止高温淬火和冲击工况下堆焊层裂纹扩展到截齿齿体和硬质合金。本着满足采煤机截齿使用要求的前提,根据4种堆焊材料的硬度、工艺性、抗脱落性以及耐磨性等综合考虑,推荐使用北京固本KB515型耐磨焊丝。