石化工业是我国的支柱产业之一,其份额在国内举足轻重,在生产和使用过程中每年要排放约40多亿吨的有毒有机工业废水,这是我国水环境中有机毒物的主要来源,这些有机毒物大多具有“致突变、致畸、致癌”的性质,严重威胁着人类健康和生态安全。有毒有机废水的特点是浓度高、色泽深、含盐多、毒性大、酸(碱)性强、难降解。我国近几年来化工、纺织、印染等产业是生产和使用有机化学品最多的行业,主要聚集在我国沿海和东北老化工基地。
石化工业是我国的支柱产业之一,其份额在国内举足轻重,在生产和使用过程中每年要排放约40多亿吨的有毒有机工业废水,这是我国水环境中有机毒物的主要来源,这些有机毒物大多具有“致突变、致畸、致癌”的性质,严重威胁着人类健康和生态安全。有毒有机废水的特点是浓度高、色泽深、含盐多、毒性大、酸(碱)性强、难降解。我国近几年来化工、纺织、印染等产业是生产和使用有机化学品最多的行业,主要聚集在我国沿海和东北老化工基地。
至今还有相当一部分企业没有进入园区,环境污染监管难度大,毒害污染物污染严重。化工、纺织、印染等行业每年排放40多亿吨的有毒有机废水,通常通过开发清洁生产工艺,利用清洁生产最大限度提高转化率以减少污染物的排放量。
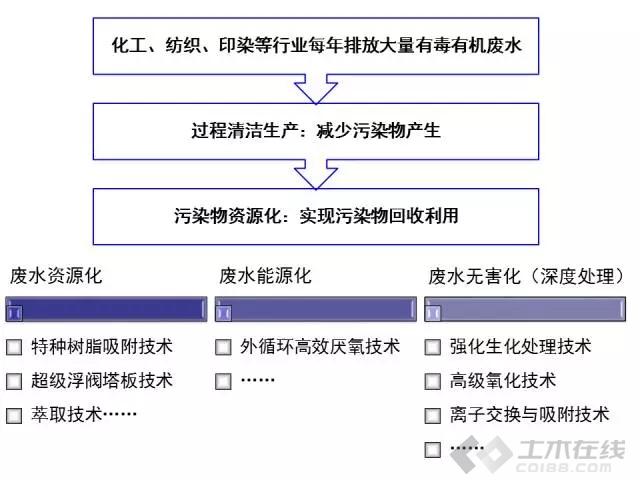
如何处理排放出来的污染物?首先要预处理,再加以资源化,将有毒有机物采取分离手段回收变为有用资源。最早采用的是萃取技术,沈阳化工研究院、中科院过程所等单位在这方面都取得了研究成果。我及南大张志炳教授团队主要是在树脂吸附分离和超级浮阀塔板技术方面实现了有毒有机废水的资源化。目前对高浓度难降解高盐分有毒有机废水处理主要围绕“三化”开展工作,即资源化、能源化、无害化(减量化)。
案例六:超级浮阀塔板技术——南京大学张志炳教授团队

在一些医药行业生产废水中,含有低浓度的醋酸丁酯、正丁醇、甲醇、乙醇、异丙醇、氯仿等有机溶剂,通过超级浮阀塔板技术有效回收其中99.5%以上的有机溶剂,回收率达到99%以上。近十年来,已累计为相关企业新增产值230亿元,利税45亿元,减少向环境排放各类有毒有害化学物质约300万吨,累计节能25万吨左右标准煤。
案例七:工业氮氧化物尾气资源化新工艺及装备——南京大学张志炳教授团队
张志炳教授团队研发了处理NOx废气的MOAPTS工艺,可连续得到20%-65%的工业硝酸产品,对NOx的捕集率和资源化率分别达99%和98%以上,三年间累计创造效益45420万元,减排NOx 32.8万吨,累计制取100%的硝酸32.8万吨。该技术在中石油辽阳石化、中科合成油等企业得到了很好的应用。
案例八:外循环高效厌氧技术PEIC及装备——太平洋环保
石药集团作为国内领先的VC企业,有大量的高浓度有机废水,长期困扰企业生产,通过采用山东太平洋环保公司的PEIC厌氧反应器,有效降解废水中的有机成分,成功的将废水难降解的问题解决。截止目前,山东太平洋环保因良好的声誉,已为石药集团承建四期污水工程。
案例九:高含盐有机废水纳滤与MVR蒸发深度处理——常州大学张琳教授团队
常州大学张琳教授团队采用纳滤与MVR(机械蒸汽再压缩)蒸发深度处理高含盐有机废水取得很好效果。它跟传统的生化处理法、离子交换法、膜分离法、蒸发法相比都有巨大优势。它的工艺流程为:废水先进原料罐,去杂以后再进纳滤分离系统,然后进入MVR蒸发系统,再经过固液分离装置,就可以分离出产品盐,有机物也可以有效回收。
目前,该技术已成功运用在常州光辉生物科技有限公司,废水处理量为7.6吨/小时和20吨/小时的两套纳滤与MVR蒸发节能装置,分别于2013年9月和2014年1月投入了运行,废水处理成本由传统多效蒸发的150元/吨降为35元/吨,运行至今节能效果非常显著,废水中COD浓度可降到小于500mg/L,满足接管标准。另外,该技术也成功应用在浙江新和成股份有限公司,运用独特的双效MVR技术对酒精溶液进行蒸发回收,每小时6吨酒精蒸发量,冷却结晶分离醋酸钠,处理成本约为24元/吨,而多效蒸发约150元/吨,单效蒸发约为300元/吨,处理一吨酒精溶液相对多效节支约126元/吨,相对单效蒸发节支约276元/吨。
案例十:垃圾焚烧发电厂垃圾渗滤液处理及零排放技术案例——苏州苏净环保工程有限公司
垃圾焚烧发电厂垃圾渗滤液处理一直是个难题,这种废水污染物成份复杂多变、水质变化大、有机污染物浓度高(COD浓度高)、氨氮浓度高、重金属离子与盐份含量高、渗滤液水量波动较大、垃圾渗滤液中的微生物营养元素比例失调。
本文来源:中国给排水
往期传送门: