螺旋绞刀是挤泥机的主要磨损部件,尤其是螺旋叶片的推力面和刃部磨损极快。因此,螺旋需频繁更换和修理,既误工,又增加修理成本。北京固本科技有限公司选用kb899耐磨焊丝对螺旋绞刀进行修补和耐磨处理,取得了较好的使用效果与经济效益。具体堆焊修复流程如下。 1、将工件表面消除干净,特别要彻底除锈。 2、北京固本kb899耐磨焊丝选用直径1.6mm。
螺旋绞刀是挤泥机的主要磨损部件,尤其是螺旋叶片的推力面和刃部磨损极快。因此,螺旋需频繁更换和修理,既误工,又增加修理成本。北京固本科技有限公司选用kb899耐磨焊丝对螺旋绞刀进行修补和耐磨处理,取得了较好的使用效果与经济效益。具体堆焊修复流程如下。
1、将工件表面消除干净,特别要彻底除锈。
2、北京固本kb899耐磨焊丝选用直径1.6mm。
3、焊接电流220~280A,焊接电压22~28V,电流类型为直接反流。
4、保护气体为纯二氧化碳或纯氩气,保护气体量20L/min。
5、焊丝伸出长度15~20mm、焊接速度35cm/min。
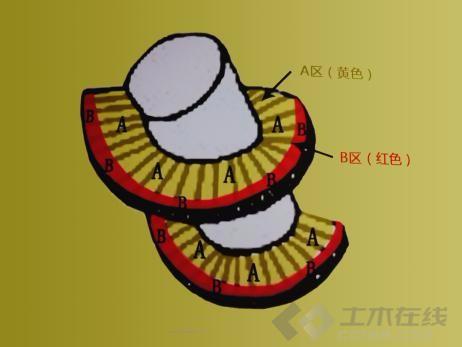
6、螺旋绞刀正面A区堆焊1层,厚度为3mm。B区堆焊2层,共5mm厚。
7、螺旋绞刀侧面堆焊3层,共8mm厚。焊接侧面之前,先将铰刀正面沿着外沿切割一公分。

8、焊枪前端与工件的距离为15~20mm。
9、焊枪与水平地面的夹角为60~70度。
10、焊接过程中,焊枪左右均匀摆动,摆动宽度为30mm。
采用北京固本耐磨焊丝堆焊一次制砖机绞刀,可提高使用寿命十四、五倍。由原来的一周左右需要更换一次制砖机绞刀和搅拌机叶片,改为现在三、四个月才更换一次,经济效果很明显。