配管常用清洗方法: ①绸布拉洗——(适用于直管 ):用绸布在铜管内擦洗 ②氮气吹洗——(适用于盘管):用氮气吹去管内的灰尘和异物,氮气压力:5kgf/cm2到6kgf/cm2 割管: 路的切割必须使用割刀进行,绝不允许使用钢锯进行切割 弯管: 必须使用弯管器机械加工,不得用手工弯管! 注意事项: 1、弯曲加工时,铜管内侧不能起皱或变形;
配管常用清洗方法:
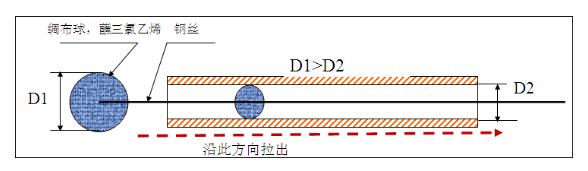
①绸布拉洗——(适用于直管 ):用绸布在铜管内擦洗
②氮气吹洗——(适用于盘管):用氮气吹去管内的灰尘和异物,氮气压力:5kgf/cm2到6kgf/cm2

割管:
路的切割必须使用割刀进行,绝不允许使用钢锯进行切割
弯管:
必须使用弯管器机械加工,不得用手工弯管!
注意事项:
1、弯曲加工时,铜管内侧不能起皱或变形;
2、管道的焊接接口不应放在弯曲部位,接口焊缝距管道或管件弯曲部位的距离应不小于100mm。
胀管:
胀管只要用于铜管之间的钎焊,必须使用胀管器进行作业。
分歧管作业
施工过程中,管路冷媒分流必须使用分歧管,不允许使用三通类的非标准件。并注意以下事项:
①水平安装:左右不得倾斜,上下原则上不得倾斜,但允许15度内的角度。
② 垂直安装:可以向上或者向下,但不允许偏斜。
③ 分歧管尽量靠近室内机。分歧管的进氟端的直管长度不小于500mm。
④ 相邻两个分歧管之间的直管段长度不得小于500mm。
⑤接头和端管的出、入口侧均要求500mm以上的直管。否则容易引起冷媒偏流和冷媒流动噪音。
不良作业案例: