本帖最后由 广联筑友 于 2015-12-30 10:22 编辑 1 钢筋存放管理质量常见问题 1.现象 钢筋品种、强度等级混杂不清,直径大小不同的钢筋堆放在一起;虽然具备必要的合格证件(出厂质量证明书或试验报告单),但证件与实物不符;非同批原材料码放在一堆,难以分辨,影响使用。 图1-钢筋存放管理质量常见问题 2.原因分析 原材料仓库管理不当,制度不严;钢筋出厂所捆绑的标牌脱落;对直径大小相近的钢筋,用目测有时分不清;合格证件未随钢筋实物同时送交仓库。
1 钢筋存放管理质量常见问题
1.现象
钢筋品种、强度等级混杂不清,直径大小不同的钢筋堆放在一起;虽然具备必要的合格证件(出厂质量证明书或试验报告单),但证件与实物不符;非同批原材料码放在一堆,难以分辨,影响使用。

图1-钢筋存放管理质量常见问题
2.原因分析
原材料仓库管理不当,制度不严;钢筋出厂所捆绑的标牌脱落;对直径大小相近的钢筋,用目测有时分不清;合格证件未随钢筋实物同时送交仓库。
3.预防措施
仓库应设专人验收入库钢筋;库内划分不同钢筋堆放区域,每堆钢筋应立标签或挂牌,表明其品种、强度等级、直径、合格证件编号及整批数量等;验收时要核对钢筋类型,并根据钢筋外表的厂家标记(一般都应有厂名、钢筋品种和直径)与合格证件对照,确认无误;钢筋直径不易分清的,要用卡尺测量检查。
图2-预防措施
图3-预防措施
4.治理方法
发现混料情况后应立即检查并进行清理,重新分类堆放;如果翻垛工作量大,不易清理,应将该堆钢筋做出记号,以备发料时提醒注意;已发出去的混料钢筋应立即追查,并采取防止事故的措施。
2钢筋缩径现象常见治理方法
1.现象
钢筋实际直径(用卡尺测量多点)较进货单标明直径稍大,便按实际直径代换使用。
2.原因分析
钢筋生产工艺落后(通常是非正规厂家),材质不均匀;个别生产厂为了牟利,故意按正公差生产,以增加重量;利用旧式轧辊轧制,有的是英制直径。
3.预防措施
要求供料单位正确书写进货单,按货单上的钢筋直径作为检验依据。
4.治理方法
对于存在正公差直径的钢筋,只能按相应公称直径取用。特别注意直径6.5mm和6mm的应按《低碳钢热轧圆盘条》(GB/T701-2008)规定,公称直径既有6mm的,也有6.5mm的。但设计单位作施工图绝大部分取6mm;相反施工单位进料却绝大部分取6.5mm,以致用料混乱的情况屡见,在工程中应根据实际直径作代换,以免造成质量事故或浪费;尤其是当实际直径大小混淆不清时(例如实际6.35mm,考虑公差后易被充当6.5mm),更应注意确认实物状况。
3直螺纹钢筋加工质量常见问题
1.现象
(1)钢筋端部45d范围内混有焊接接头,或端头气割切断。
(2)钢筋下料时,钢筋端面不垂直于钢筋轴线,端头出现挠曲或马蹄形。
(3)钢筋下料后,安装时长度不足。
2.原因分析
(1)操作工下料前未仔细挑选钢筋原材料,距端头45d范围内混有其他接头。
(2)钢筋下料前未调直,导致切口与钢筋轴线不垂直或产生挠曲。
(3)钢筋翻样时未考虑钢筋镦粗时长度有损失。
3.防治措施
(1)所用钢材应符合有关钢筋的国家标准的要求。
(2)钢筋端部应先调直后下料,端头如微有翘曲,应进行调直处理后断料。特别对定尺钢筋,要检查端部截面质量,不符合要求的端部重新切割后再镦粗,并及时记录和反馈钢筋真实长度信息,作好标识。
(3)钢筋切割下料的机械设备宜采用砂轮切割机,以满足加工精度的要求,不能使用刀片式切断机或氧气切割。
(4)钢筋翻样时,应充分考虑钢筋镦粗时的长度损失。
4盘条冷拉质量常见问题
1.现象
一些厂家对施工单位委托的热轧盘条光面钢筋进行超出规范要求的超张拉加工,导致钢筋截面面积和力学性能不符合标准要求。超张拉后的钢筋脆性增加、延性降低,危及建筑工程结构安全。
2.原因分析
钢筋调直不采用专用机械,调直时超出规范允许的冷拉率张拉。
3.防治措施
(1)建设、监理、施工单位联合验收
1)由施工单位工程项目技术负责人、质量检查员、材料员和监理工程师(建设单位采购的,建设单位项目负责人必须参加)共同对所有进场钢筋联合验收,以上人员对进场钢筋的验收承担验收责任。
2)联合验收是对原钢筋和加工后的钢筋进场时,共同检查进场钢筋的外观质量、品种、规格、进场数量、产品出厂检验报告、合格证等(产品合格证应当是原件,复印件必须有保存原件单位的公章、责任人签名、送货的重量和规格、送货日期及联系方式)。
3)联合验收应形成验收记录,其验收责任单位、责任人必须按规定签字,以便溯源追究责任。
4)验收合格后施工单位将进场钢筋登记入库或进行安装,建立进场台账。不合格钢筋立即退回(退回的相关资料长期保存)。
(2)施工单位现场自检
施工单位应按照工程设计要求、施工技术标准对钢筋进行检验。检验由施工单位项目技术负责人组织,项目部质量检查员负责,采用便携式仪器(如游标卡尺等),重点对原钢筋和加工后钢筋直径进行检查,检查后应有书面记录和检查人员签字。
(3)取样送检
施工单位取样人员在监理单位见证人员见证下,按相关标准规定的批次、抽检数量进行见证取样和送检(第三方有资质的检测单位进行检测),合格后方可对该批钢筋进行加工或安装。
5闪光对焊接头夹渣或未焊透
1.现象
接头中有氧化膜、未焊透或夹渣。
图4-闪光对焊接头夹渣或未焊透
2.原因分析
(1)焊接工艺方法使用不当。
(2)焊接参数选择不合适。
(3)烧化过程太弱或不稳定。
(4)烧化过程结束到顶锻开始之间的过度不够急速或有停顿,空气侵入焊口。
(5)顶锻速度太慢或带电顶锻不足。
(6)顶锻留量过大,顶锻压力不足,使焊口封闭太慢或未能真正密合。
3.防治措施
(1)选择适当的焊接工艺。
(2)重视预热作用,掌握预热要领,减少预热梯度。
(3)确保带电顶锻过程,采取正常的烧化过程。
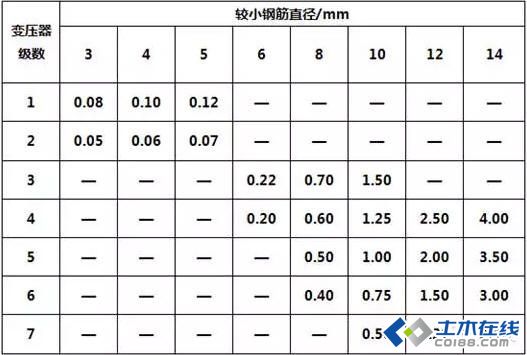
(4)避免采用过高的变压器级数施焊,以提高加热效果。
(5)加快顶锻速度。
(6)增大顶锻压力。
注:本文引自微信公众号 筑友:zhuyou_glodon