知识点:检测仪表 无接触式、气动式长度测量时,压缩空气从测量值接收器(例如测量心轴)中喷出,进入喷嘴与工件之间的间隙(图1)。 与设定工件标称尺寸的检测方法不同的是,气动式测量时,孔与轴的尺寸变化将影响到喷嘴与工件之间间隙尺寸的变化以及在测量值接收器中可检测到的圧缩空气压力的变化。喷嘴处的检测压力可达2或3bar。
知识点:检测仪表
无接触式、气动式长度测量时,压缩空气从测量值接收器(例如测量心轴)中喷出,进入喷嘴与工件之间的间隙(图1)。
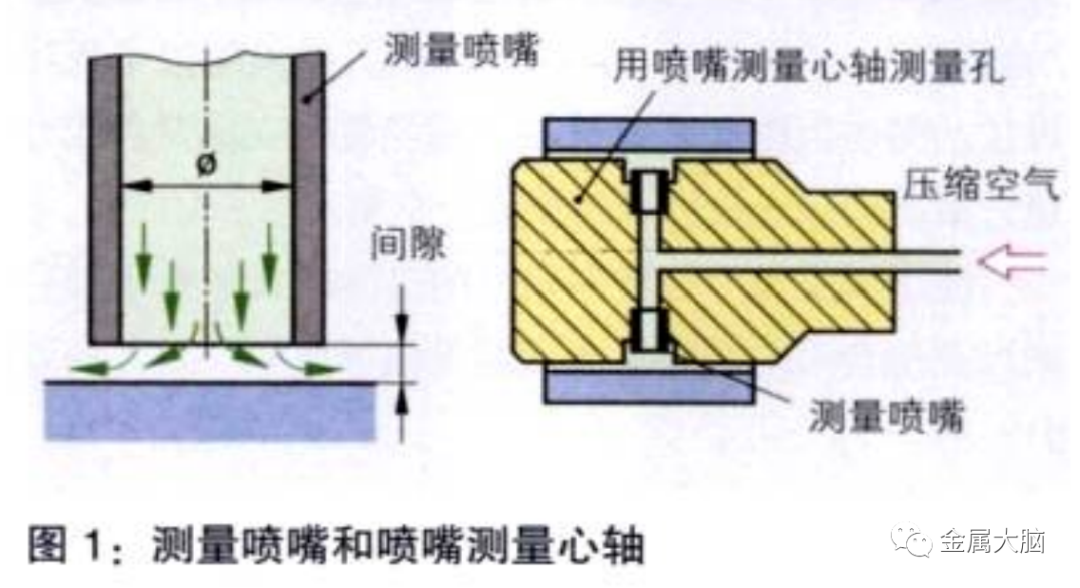
与设定工件标称尺寸的检测方法不同的是,气动式测量时,孔与轴的尺寸变化将影响到喷嘴与工件之间间隙尺寸的变化以及在测量值接收器中可检测到的圧缩空气压力的变化。喷嘴处的检测压力可达2或3bar。
气动式检测仪表由一个测量值接收器(喷嘴测量心轴或喷嘴测量环)和一个显示装置组成,显示装置的结构可以是指针式显示或光柱式显示(如图所示)。

气动式检测仪表的工作按照压力检测方式逬行, 即尺寸变化以圧力变化的形式被圧力表采集(图2),然后通过与圧缩空气管网连接的指针式显示装置显示出测量值。
气动-电子式检测仪表则将压力变化转换成一个路径变化,由一个电感式检测触头检测该路径变化,然后经电子放大显示将测量结果显示出来(图3)。
气动式检测仪表通过测量喷嘴的压力变化获取尺寸变化,喷嘴测量心轴的检测范围最大可达到 76um。
喷嘴测量心轴和喷嘴测量环与设定的标准件一样,只能用于检测任务。因此,气动式检测仪表也只适用于加工过程中的批量检测。
?通过孔与轴的差异检测进行配合检测(图4)。在无间隙配合状态下将显示置零。在随后的检测中,若显示值大于零,说明配合有间隙;若显示值小于零,说明是过盈配合。
通过气动式检测仪表上(图2)或气-电转换器上(图3)的回零按钮可将显示回零。
设定显示范围时需根据测量尺寸使用两种设定标准件(标准环或标准心轴),它们分别代表检测尺寸的上限值和下限值。
使用光柱显示的检测仪表上,测量值一目了然并容易判断(图1)。绿色、黄色和红色的光条分别表示 “合格”、“待修整” 和 “不合格”。 如果超过了程序设定的警告极限和公差极限,緑色将转变成黄色或红色。最多四条光柱可以连接成一个単元。
使用刻度显示和数字显示的检测仪表适宜于进行轴与孔配合时的差异检测或测量值等级中公差区的划分。
测量值接收器大多用于轴和孔的检测(图2)。测量心轴与测量环一般都有两个相互错开180°的测量喷嘴,这种结构可以进行两点测量。首先,测孔时可能出现圆度误差和圆柱形状误差,通过不同点的测量可确定这类误差(图3)。“三弧等厚”时用两点测量法无法确定圆度误差,相比之下,一个椭圆的圆度误差相当于直径差Dmax-Dmin的一半。
? 测量点的表面粗糙度影响测量值。当表面粗糙度Rz<5um时,气动式检测仪表所测出的测量值可以与精密指针式检测表的测量值相媲美。但当表面粗糙度Rz>5um时,只有钢珠式接触式测量心轴可以测出值得一比的测量值 (上图所示)。
? 尽管气动式检测仪表逬行的是无接触式检测,压缩空气仍会产生出一定的检测力,它对例如管壁特薄的工件将可能导致弹性形变。
? 测量技术要求的工件检测面积应至少覆盖测量喷嘴的直径。
? 即便是未经训练的检验员也可以进行具有高重复精度的更可靠更快捷的检测,因为测量心轴的圆柱体和测量环可自动对准孔和轴进行测量。
? 压缩空气可清除检测点上的润滑材料、油脂和研磨膏,因此,可以在机床运行过程中对工件进行检测。
1、GB5226.1-2008 机械电气安全
2、GB19517-2009国家电气设备安全技术规范
