
平塘特大桥位于贵州省平塘县境内,跨越槽渡河峡谷,地处贵州山区。主桥孔跨布置为:(249.5+2×550+249.5)m 三塔双索面结合梁斜拉桥。主纵梁、横梁、小纵梁通过摩擦型高强度螺栓连接主梁后形成钢梁格框架,并在其上安装预制混凝土桥面板。锚拉板单元与主纵梁工形上盖板熔透角焊缝连接组成主纵梁。 本文介绍了平塘特大桥主纵梁的结构特点,并结合贵州山区条件、平塘特大桥主纵梁制造技术,详细介绍贵州平塘特大桥主纵梁的制造工艺、控制要点、方法及合龙方案。
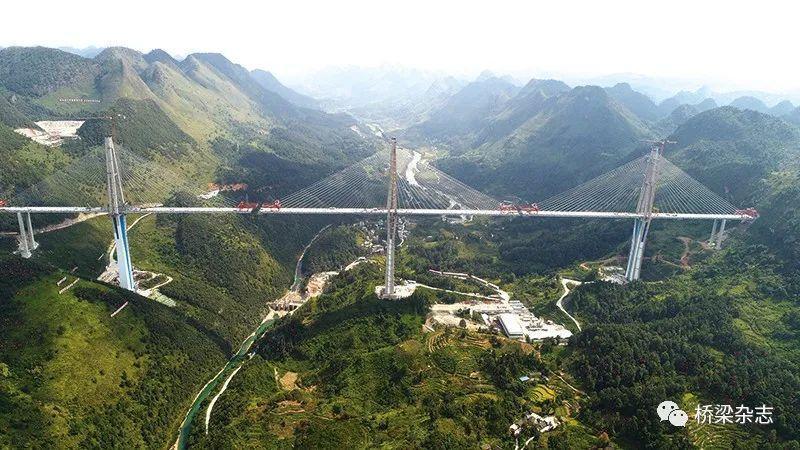
平塘特大桥位于贵州省平塘县境内,跨越槽渡河峡谷,地处贵州山区。主桥孔跨布置为:(249.5+2×550+249.5)m 三塔双索面结合梁斜拉桥。主纵梁、横梁、小纵梁通过摩擦型高强度螺栓连接主梁后形成钢梁格框架,并在其上安装预制混凝土桥面板。锚拉板单元与主纵梁工形上盖板熔透角焊缝连接组成主纵梁。
本文介绍了平塘特大桥主纵梁的结构特点,并结合贵州山区条件、平塘特大桥主纵梁制造技术,详细介绍贵州平塘特大桥主纵梁的制造工艺、控制要点、方法及合龙方案。
主纵梁结构特点
单根主纵梁由工形主梁和锚拉板单元组成,熔透角焊缝焊接连接。
单侧边主梁采用“工”字形截面,下翼缘水平设置,上翼缘设2%单向横坡,腹板采用直腹板。边主梁上翼缘顶缘距下翼缘底缘中心高为2.92m。顶板等宽等厚度,顶板宽1m、厚40mm。底板根据受力情况采用不同的宽度,在局部范围内变宽。底板宽度1.2m-1.92m、厚度80mm。全桥边主梁最大长度为12m。边主梁之间、主梁与横梁采用高强度螺栓连接。
图1 平塘特大桥主桥桥型布置图——立面图
斜拉索在钢梁上的锚固采用了锚拉板结构形式。锚拉板构造主要由拉板及加劲、锚管及加劲、锚垫板等组成。拉板焊接于边主梁上翼缘板顶面,并与边主梁腹板位置对应。拉板板厚根据不同的拉索型号分为50mm、46mm、40mm三种类型。
图2 平塘特大桥钢梁标准段直观图
主梁工形、锚拉板、拉索锚管采用Q370qD材质。锚拉板位置边主梁上翼缘钢板要求采用抗层状撕裂钢材 Z35 级的Z 向性能要求。
特殊条件下的制造方案及工艺
主要限制因素及制造方案
山区钢结构大型项目控制因素主要为公路运输尺寸、重量限制、场地限制、造价影响。根据平塘特大桥边主梁的结构特点,在杆件制造时应重点考虑到运输限高因素——边主梁(不包含锚拉板单元)高3m、公路运输车高度1.1m,加上锚拉板高度后,总高度大于4.5m(高速限高)。鉴于此,确定了边主梁采取锚拉板单元和工形边主纵梁分别发运到桥址,然后在工地焊接的方案。
相关问题
1.锚拉板单元焊于边主梁上翼缘板上,是主要受力焊缝,需要控制焊缝质量及工形上盖板焊缝区域钢板Z向质量。因其直接关系到大桥的安危,必须采取可靠的焊接工艺和检验措施来保证该焊缝熔透质量。
2.锚拉板单元与边主梁工地焊接,组装精度及焊后尺寸精度(锚管角度精度)必须采取可靠的拼装工艺和检查措施来保证尺寸精度。
解决措施
经焊接工艺试验数据分析及评定、以往类似项目经验,决定采用厂内工形组装前直探头扫描锚拉板焊缝区域,检验顶板钢板Z向性能;锚拉板单元与工形主梁焊缝,进行100%磁粉及射线探伤,保证结构受力。锚拉板单元焊接时,采用边焊接、边观测、调整焊接顺序、减少修整的方法,保证尺寸精度。
图3
制造工艺
1.平塘特大桥桥塔为倒A字形塔柱,上下变宽,斜拉索(锚拉管)与边主梁的角度分为顺桥向角(α角)和横桥向角(γ角)。分析几何关系,得出结论为——
顺桥向角(α角)控制需保证条件为:
①锚拉管圆度;
②锚拉管中心线与锚拉板组装系统线的同轴度;
③锚拉板系统线与程切下料时的精度。
横桥向角(γ角)控制需保证条件为:
①锚拉板的平面度;
②锚拉板平面与上盖板平面组装角度控制;
③焊接过程角度变化控制;
④微火焰修整过程角度控制。
图4
2.制造工艺制定——
①锚拉板单元制造工艺:钢板程切下料、修整→画系统线→锚管锯切下料并画线(下料前检验圆度)→锚管机加工并于锚座板组焊→锚拉板与锚管组装焊接(组装前检验锚板平面度)→焊后修整并检验锚拉板平面度→其余板件组焊及修整。
②主梁工形采用后孔法加工制造,标准孔群;拼接板按照监控线形进行孔群角度处理。
③锚拉板单元与主梁工形组装工艺:主梁调平→画上盖板顶面与工形腹板中性面相交线(系统线)→复测锚拉板单元系统线与工形系统线交点→三角函数计算理论γ角时锚管下口圆心垂线与系统线水平距离→锚拉板单元顺桥向位置定位、横桥向γ角定位→用锚管上口特定点复核锚拉板横向角→适当刚性固定→锚拉板焊接(焊接过程中监控线锤与特定点的位置关系调整焊接顺序)→适当火焰修整→补涂。
合龙段制造方案
合龙段内,钢横梁、小纵梁及相关拼接板按照标准制作。主梁间拼接板及一头小纵梁拼接板,按照标准拼接板钻制待发;另一头小纵梁拼接板加长100mm下料出一半孔发运,剩余一半孔到桥址钻制(两个合龙段总计48个孔)。节段内小纵梁与主纵梁两头加长100mm组装工形不出孔留用。根据合龙前监控线形及监控数据进行出孔,监控数据测量前需模拟合龙工况(主要为温度、预压力)进行测量。
平塘特大桥现已顺利合龙,经过施工过程中焊接试板力学性能试验、成桥斜拉索与锚管位置关系的验证,证明本文所述的制造工艺、制造方案能够保证结构受力及尺寸、角度精度。大桥合龙时栓孔通过率100%,无须温度调节及铣孔处理。该主梁加工方案及合龙方案为以后山区类结构大型桥梁施工提供参考和借鉴。
内容源于网络,旨在分享,如有侵权,请联系删除
相关资料推荐:
某地爬模法137m高椭圆双塔钢混叠合梁斜拉桥跨江大桥实施性施工组织设计(桥梁总长度1.8kmm)
https://ziliao.co188.com/d62798276.html
知识点:山区钢混叠合梁斜拉桥主纵梁制造技术