知识点:电气曲道器 正文开始 1、Procedure for 1st assembly安装工艺 注意:所有部件安装前必须保证清洁;而且所有润滑油孔和通道必须绝对干净以免滚珠轴承损坏!润滑油供给管也要求一样干净。
知识点:电气曲道器
1、Procedure for 1st assembly安装工艺
注意:所有部件安装前必须保证清洁;而且所有润滑油孔和通道必须绝对干净以免滚珠轴承损坏!润滑油供给管也要求一样干净。
装好两平行定位销(parallel pins Pos. 055)后准备好壳体(housing Pos. 008)。
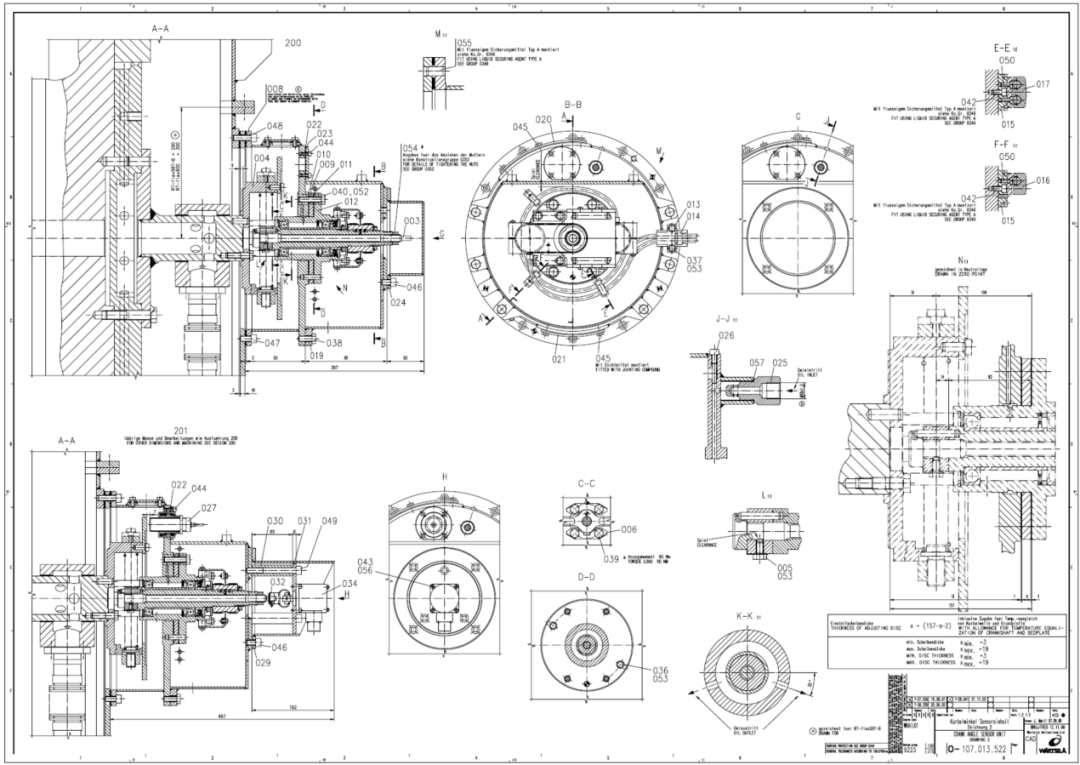
预装上壳体(housing Pos. 008)并且根据图示”N”视图要求测量尺寸“a”。然后再次拆下壳体。
最后加工调整垫块(adjusting disc Pos. 009)到尺寸“ x ”。
在连接装置(connecting unit Pos. 004)装上弹性螺栓(elastic screw Pos. 003)。
把连接装置装(connecting unit Pos. 004)在驱动轴上(drive shaft).
用螺栓(screws Pos. 36)预装上调节垫块(adjusting disc Pos. 009)和垫圈(packing ring Pos. 010); 但不上紧。-----请参考视图A-A 和 D-D
把带垫圈(packing ring Pos. 011)的角度传感器驱动器(shaft encoder drive Pos. 012)装入壳体(housing Pos. 008)内弹性螺栓(elastic screw Pos. 003)上。
注意: 角度传感器驱动轴上前面8的销孔必须与连接装置上的定位销对齐。
Important: The front side bore ? 8 in the shaft of the shaft encoder drive must mesh with the locating pin of the connecting unit Pos. 004 – see detail L !用螺钉和锁紧片,固定并上紧和锁紧角度传感器驱动(shaft encoder drive)和调节垫块(adjusting disc) (Pos. 036, 040, 052, 053).
9)一边盘车,一边通过壳体(housing Pos. 008) 上的观察孔检查装到连接装置上的杆和弹簧的位置;特别注意根据图示“L”要求连接。
10) 用一定的扭力预紧弹性螺栓elastic screw Pos. 003 和螺母 nut Pos. 054。Important: While tightening firmly hold the shaft to the shaft encoder drive !主意:当上紧时,平稳的固定住轴和角度传感器驱动轴。
12)检查角度传感器驱动shaft encoder drive Pos. 012上的所有标记是否在特定位置----参考安装图纸和指导说明 see assembly drawing and instruction 4-107.364.924 chapter 3.
13)固定传感器电缆–---- 参考图示 B-B, E-E, F-F
15) 在动车之前通过壳体上的观察孔检查角度传感器驱动处是否有滑油流出。Prior to putting the engine into operation check lubricating oil flow at shaft encoder drive through the inspection opening in housing Pos. 008. – see section K-K
Periodically check the lubricating oil flow to protect throttle Pos. 025 from possible soiling !
1) 把角度编码器(shaft encoder Pos. 003)装入轴承壳导套(guide of bearing housing Pos.002)上,并且用螺栓、垫圈和锁紧片(inner bolts, washers, and locking plates (Pos. 014, 026, 029))上紧。
2) 把角度编码器向里推进。Push shaft encoder Pos. 003 inwards.注意: 角度编码器的支撑应该在导套上自由滑入!The holder of the shaft encoder should be easily movable in the guide !
3)把齿轮上的标记(mark of gear wheel Pos. 004)对到上止点位(position “TDC 1“即垂直的指向上面)然后装上皮带(toothed belt Pos. 005)。
注意: 轴承架上的位置销是在相对位置。locating pin in bearing housing opposite (垂直向下), 参考视图 B.
4)分别把每个齿轮(gear wheel)和角度编码器支架(holder of shaft encoder Pos. 003)上的标记对齐在水平位置上。
5) 把角度编码器(shaft encoder Pos. 003)向外推直到皮带(toothed belt)微微张紧
6) 检查标记是否都在规定位置(参考视图B) ,齿轮皮带是否与小齿轮啮合完好。
7) 装上外面一个角度编码器的螺栓、垫圈和锁紧片(Pos. 014, 026, 029)。
9) 根据图纸(drawing in Gr. 9492-01)要求把弹簧秤(spring balance)装在角度编码器(shaft encoder)上,并且稍微上紧。
10) 松开角度编码器(shaft encoder)上所有螺栓bolts (Pos. 029) ,直到它能在导套内自由移动。
11) 用弹簧秤(spring balance)以最大max. 4.5 kg (最好 3.5 – 4.0 kg)力张紧齿轮皮带。注意:注意弹簧秤拉紧的方向,尽量减少支架导套和螺丝孔间的摩擦力影响。Take care of pulling the spring balance carefully in tensioning direction in order to minimize the friction in holder guide and screw seats !
13) 盘车几圈以使齿轮皮带贴合其运行轨迹,如果发现皮带松动从新安上述步骤张紧。注意: 当更换角度传感器后,应盘车几圈。
14) 按照图B视图所示对齐长的锁紧垫片(long tab of lock washer Pos. 026)并锁紧。注意: 在每次重新张紧皮带后,旧的垫圈都应更换!在重新张紧前把长的锁紧垫片弯直,以保证支架能在导套上自由移动。Used washers are to be replaced for each re-tensioning of the belt ! Above all, bend back the long tabs before re-tensioning, to keep free movement of the holder in the guide !
相关推荐链接:
1、异步电机软运行机理探究
2、同步发电机运行技术与实践
