
知识点:电气机械联接 电连接从广义上来讲是电器产品中所有电器回路的集合,从狭义来讲,是指产品内部将不同导体连接起来的连接方式。而电气连接点是指电器及电气设备之间以及它们与母线或电缆之间的电气连接部位,电气连接点过热是锂动力电池模组应用中的一种故障隐患。 既然是电连接,肯定对过电流能力要有一个基本的要求,电连接是锂动力电池生产和使用过程中很重要的一环,需要高安全、高可靠性的,所以随着电动汽车对供电可靠性、安全性要求的提高,锂动力电池模组的电气连接点过热这一故障隐患已成为一个越来越受关注的问题,引起我们重视并认真研究其发生、发展的原因,以便彻底解决。
知识点:电气机械联接
电连接从广义上来讲是电器产品中所有电器回路的集合,从狭义来讲,是指产品内部将不同导体连接起来的连接方式。而电气连接点是指电器及电气设备之间以及它们与母线或电缆之间的电气连接部位,电气连接点过热是锂动力电池模组应用中的一种故障隐患。
既然是电连接,肯定对过电流能力要有一个基本的要求,电连接是锂动力电池生产和使用过程中很重要的一环,需要高安全、高可靠性的,所以随着电动汽车对供电可靠性、安全性要求的提高,锂动力电池模组的电气连接点过热这一故障隐患已成为一个越来越受关注的问题,引起我们重视并认真研究其发生、发展的原因,以便彻底解决。
导体连接的实际表面并不是光滑的,而是粗糙的、凹凸不平的。因此,当两个金属接触时,只在局部的金属接触点形成导电路径。随着接触压力的增加,微小的金属接触点的数量和面积也随之增加。
这些金属接触被称为a斑点,是唯一的导电路径。氧气和其他腐蚀性气体可以进入这些接触区域并和暴露的金属发生反应,使金属接触面积减小,最终将导致真实可导电接触面积消失,尽管此时在氧化表面仍存在着机械接触。
需要注意的是,实际接触面积包含了承载接触面积。承载接触面积覆盖着氧化膜,因而不是可靠的电流传输通道。真实的导电接触面积只是实际接触面积的一小部分,通常认为远小于1%的名义接触面积。
电流通过接触界面时,电流被收缩已通过a斑点,由于电流收缩而产生的接触电阻称为收缩电阻。收缩电阻与金属的基本特征(如硬度和电阻率)相关,由于金属表面并不是理想清洁的,电流路径受到金属表面上存在的薄氧化膜、硫化膜和其他无机膜的影响,因此总接触电阻是收缩电阻和膜层电阻之和。
接触电阻是电接触电阻中最普通的特征,总是作为电路电阻的一部分而被考虑。虽然接触电阻和电路电阻相比非常小,但接触电阻的变化可能会导致电气连接失效,这是因为接触电阻的改变影响真实可导电接触面积。
1.电气连接点的温度变化:
1)工作电流。锂动力电池模组的电气连接点在通过工作电流时,由于存在媒质的散热因素,在一面散热一面吸热的情况下,其温度上升曲线如图1所示。
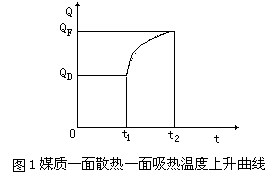
起初因温差小,散热少,从而造成温度上升较快,随着温差的进一步增大,散热增多,吸热相对减少,因而温度上升较缓,当温差增大到单位时间内的发热等于单位时间的散热,达到热平衡状态时,温度达到一稳定值QF。经验及资料显示,接触点的温升可以近似用下式估算:
![]()
式中:I是接触点的电流,A;RJ是接触电阻,Ω;λ是接触点材料的导热系数,W/℃.cm;ρ是接触点材料的电阻系数,Ω.cm。
2)短路电流。锂动力电池模组的电气连接点在通过短路电流时,由于短路电流的时间很短(一般为0.7s左右),导体所发热量来不及向周围介质散发,其热量全部集中于接触点上,造成接触点的温度呈几何级数急剧上升,如图2所示。
![]()
如果此值大于设备接触处材料的短时发热温度,接触点将发生不可逆的损坏过程。以铝-铝对接为例,当连接处产生200℃以上的高温时,将发生溶焊等事故。
2.铜铝电气连接要点:
(1)铜铝物理特性:
用于动力电池连接的铜和铜箔汇流排通常采用红铜,红铜即纯铜,又名紫铜。纯铜的密度为8.969/cm3,熔点为1083℃,具有很好的导电性和导热性,塑性极好,易于热压和冷压力加工,大量用于制造电线、电缆、电刷、电火花专用蚀电蚀铜等要求导电性良好的产品。
紫铜的电导率和热导率仅次于银,广泛用于制作导电、导热器材。紫铜在大气、海水和某些非氧化性酸(盐酸、稀硫酸)、碱、盐溶液及多种有机酸(醋酸、柠檬酸)中,有良好的耐蚀性,用于化学工业。另外,紫铜有良好的焊接性,可经冷、热塑性加工制成各种半成品和成品。20世纪70年代,紫铜的产量超过了其他各类铜合金的总产量。
用于动力电池连接的铝和铝箔连接片的材质为1060O态纯铝,铝的密度很小,仅为2.7 g/cm?,虽然它比较软,但可制成各种铝合金,如硬铝、超硬铝、防锈铝、铸铝等。铝的导电性仅次于银、铜和金,虽然它的导电率只有铜的2/3,但密度只有铜的1/3,所以输送同量的电,铝线的质量只有铜线的一半。铝表面的氧化膜不仅有耐腐蚀的能力,而且有一定的绝缘性,所以铝在电器制造工业、电线电缆工业和无线电工业中有广泛的用途。
铜的密度为8.9×10千克/米,铝的密度为2.7×10千克/米,铝材质量密度不到铜的三分之一。紫铜的电阻率为0.018Ω·mm2/m, 铝的电阻率为0.027Ω·mm2/m,相同尺寸截面,铝材导电能力是铜的2/3,而重量是铜的1/3。
(2)铜铝连接的电化学反应(腐蚀):
为铜和铝是两种不同的金属,将它们简单连接在一起会发生电化学反应(腐蚀)。时间稍长,连接处接触电阻会增大、发热,造成电路时通时断,电压忽高忽低,甚至引起火灾。
铜铝导线一般不能直接连接,因为铜铝两种金属的电化性质不同。如果将他们直接连接,一旦遇水,二氧化碳及其他杂质形成的电解液时,就形成了一种化学电池,这是由于铝易于失去电子成为负极,铜难以失去电子成为正极,于是在正负极之间就形成了一个1.69V的电动势,并有一个很小的电流通过,腐蚀铝线,即所谓的电化腐蚀。这样就会引起铜铝之间接触不良,接触电阻增大。当有电流通过时,将使接头部位温度升高,而温度升高有加速了接头腐蚀,增加了接触电阻,造成恶性循环,直至烧毁。
当铜、铝导体直接连接时,这两种金属的接触面在空气中水分、二氧化碳和其他杂质的作用下极易形成电解液,从而形成的以铝为负极、铜为正极的原电池(为何一定铝是负极,失电子,主要是元素自身电势决定的,元素电势见下表),使铝产生电化腐蚀,造成铜、铝连接处的接触电阻增大。
(3)锂动力电池铜铝电气连接方法:
铜铝连接铝的表面极易氧化,所形成的氧化膜十分牢同,且电阻性很大,采用机械连接是不可靠的。因此在实际生产中广泛应用焊接方法来实现连接,以提高铜和铝的综合性能。铜铝焊接即是把铜质材料和铝质材料通过焊接工艺接成一体。
1)传统上常用挂锡和熔锡的方法焊接铜铝,这种方法成型不好,没有很好的强度,由于锡的熔点低又不能焊接在高温工作下的工件,所以此种工艺只适合低温条件下的小工件上使用(只适用于多股铜线和小规格铝漆包线的焊接),很难应用到其它产品的生产中。
2)用熔化焊、摩擦焊、冷压焊、爆炸焊、电子束焊、超声波焊等焊接方法焊接铜铝,焊接出来的接头脆性大,易产生裂纹且焊缝易产生气孔,焊接起来的工件难免出现断裂,出现断裂后就可能使导电体断路、使管道泄露,所以往往达不到实际生产中要求的效果。
3)用钎焊(通常用火焰钎焊、炉中钎焊和高频钎焊等)把铜和铝焊接在一起,通过钎焊工艺把钎料作为中间介质把铜和铝焊接在一起(实际上是发生冶金反应,钎料通过毛细作用渗入铜材和铝材分子结构中),焊接后接头成型较好,抗拉抗剪性能及导电性耐腐蚀性好,是目前常用的铜铝焊接方法,市场上能用于铜铝焊接的钎料有铜铝焊丝、铜铝焊膏等。
![]()
为了尽量减少腐蚀和老化,从工艺和材料等不同角度入手,工业界采用了压力焊、熔化焊和钎焊等多种焊接方法。由于不能同时满足高强度、高抗腐蚀性低、成本和工艺简单等要求,现有铜铝的熔化焊、压力焊和钎焊工艺还有待于进一步完善,其中比较有前途的是钎焊工艺。
钎料层的原子向铜和铝两侧扩散,阻挡铜铝原子直接接触。钎料的扩散同时阻挡了铜铝原子的扩散,从而避免原电池反映的发生。作为中间层金属,Ni是最常被用到的一种。
4)铜铝过渡板。铜铝过渡板如图3所示,采用铝制的基板,在基板表面的下半部分上设有铜片层,且该铜片层和相应的基板表面部分紧贴熔合连接为一体式无钎料结构。
5)扩散焊。扩散焊是指将工件在高温下加压,但不产生可见变形和相对移动的固态焊方法。铜与铝焊接有一定难度,一是铝表面那层化学性能稳定的氧化膜难以彻底去除,二是在界面附近易形成脆性化合物,降低扩散接头的强韧性。为了获得高质量的接头,必须采取相应的工艺措施,以便达到理想的焊接效果。母材的物理化学性能、表面状态、加热温度、压力、扩散时间等是影响扩散焊接头质量的主要因素。
加热温度越高,结合界面处的原子越容易扩散。但由于受Cu、AI热物理性能的限制,加热温度不能太高。否则母材晶粒明显长大,使接头强韧性降低。在540℃以下,Cu、A1扩散焊接头强度随加热温度的提高而增加,继续提高温度则使接头强韧性降低,因为在565℃时形成A1与Cu的共晶体。
在扩散焊接头被拉断后,在铜一侧的表面可观察到很厚的铝层。 压力越大、温度越高,界面处紧密接触的面积越大,越易于原子扩散。压力小易产生界面孔洞,阻碍晶粒生长和原子穿越界面的扩散迁移。铜、铝原子具有不同的扩散速度,扩散速度大的A1原子越过界面向Cu侧扩散。而反方向扩散过来的Cu原子数量较少,受A1热物理性能的影响,压力不能太大。
相关推荐链接: