一、核心技术 拥有微生物菌种资源库和集成化菌株选育系统 独立研发的集成化菌株选育系统能在数天内完成千余菌株的筛选,效率传统筛选手段提高数百倍. 从国外积累了庞大的来自各种极端环境的微生物资源库,细菌种高达1000多种,菌株持有量十万余株. 集成菌株选育系统已经成功为精细化工、采油、餐厨垃圾处理、制药化工、印染、农产品加工等行业的多家企业提供了污水处理的高效菌种及配套工艺.
一、核心技术
拥有微生物菌种资源库和集成化菌株选育系统
独立研发的集成化菌株选育系统能在数天内完成千余菌株的筛选,效率传统筛选手段提高数百倍.
从国外积累了庞大的来自各种极端环境的微生物资源库,细菌种高达1000多种,菌株持有量十万余株.
集成菌株选育系统已经成功为精细化工、采油、餐厨垃圾处理、制药化工、印染、农产品加工等行业的多家企业提供了污水处理的高效菌种及配套工艺.
二、业务范围
1、高盐度有机废水生化处理
含盐量(NaCl)高达8%及饱和Na2SO4的废水;
DMF含量≤5% 的有机废水。
2、利用特种微生物,对已有的生化系统进行改造,可稳定系统运行,缩短运行周期,降低运行成本。
3、帮助企业运行生化系统或指导企业运行生化系统
三、案例介绍
江苏盐城某上市制药企业
存在问题:该企业废水属于典型的制药化工废水,原有系统采用酸化水解+AAO工艺的方式进行处理,但由于废水生化性能不佳,企业每日从外部投入大量的活性污泥才能勉强保持可溶性COD低于500mg/L,但由于投入污泥量过大,导致泥水分离效果极差,SV30>95%,实际出水口因混入污泥,在线检测结果超过三级标准限值。
解决办法和现场效果:
1.通过针对筛选高效菌群,驯化所得的新的活性污泥能够在污泥量较低的情况下将污水处理到达标限值以下,且HRT低于48小时。
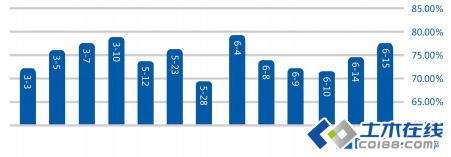
2.优选了13株菌种进行定向改良,加强了加氧酶活性后进行试验,其效果如下(图4-1)
3.改良菌种混合后于开发系统中进行进一步驯化,最终得到微生物的活性菌群
4.系统经三日平衡稳定后检测出水水质:残余COD:411-436mg/L,
去除率高于95%
;残余氨氮:20.2-20.47mg/L,
去除率大于92%
。图(4-3)示厌氧池出水、MBR
反应器内悬浮液、MBR
出水。