1、以产水能力和水质判断膜寿命
膜厂商多以膜系统的产水量和产水水质不能达到设计要求作为判断膜寿命的标准。对于该再生水厂而言,仅在2008年8月达到了设计日处理量6×10^4m3/d的要求,随后因进水水量不足未达产,直至2009年9月恢复到日处理量5×10^4m3/d 的水平,产水水质始终稳定达标。若依据上述膜寿命概念,得出的膜寿命结论是不合理的。
2、透水率衰减预测膜寿命
Fenu等认为,MBR水厂的中空纤维膜寿命可以通过透水率的长期变化来估算。本文将透水率的衰减研究应用于再生水厂膜寿命评估,具体方法如下。
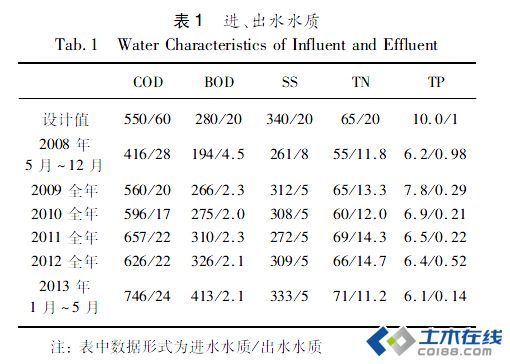
绘制再生水厂膜寿命预测图(如图3),该图分别列出了膜系统中的两座膜池在运行5年期间历次化学在线清洗前后的透水率数据,这些数据已校正到最不利水温(15℃)。图中最上方的曲线为化学在线清洗后透水率可恢复的最高值的线性拟合,利用该曲线可追踪膜的不可恢复性污染。两座膜池内膜的不可恢复性污染形成速度分别为0.056 和0.093LMH/bar·d。最下方的曲线为膜在严重污堵的情况下在最高操作压力(50kPa)时的透水率,代表了透水率所能达到的最低值。由于已达到最高操作压力,该曲线以下膜系统无法再透过更多的水量。
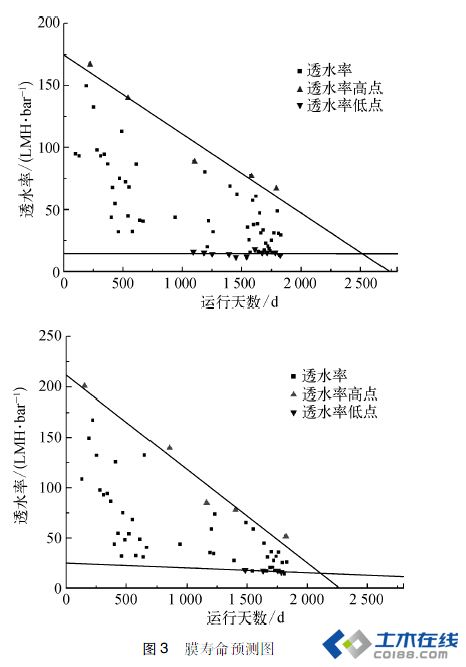
随着化学清洗效率越来越低,上方曲线与下方曲线的间距逐渐缩小,并最终相交于一点。在此点处,无法通过提高操作压力得到更大的通量,也不能通过化学清洗使透水率进一步恢复。因此,此交点可视为实际意义上的膜寿命终点。由图3可知两座膜池的膜寿命终点分别为运行约2500与2100d,即5.8 ~6.8 年。
3、累积氯接触值法
膜供应商通常会给出膜的最大累积氯接触值,用于衡量在膜使用期限内膜能够承受的累积氯接触量。Memcor公司就B30R 膜组件给出的最大累积氯接触值为1000000ppm·h。在运行5 年后,该再生水厂的MBR 膜系统的累积氯接触值达到250000~330000ppm·h。若按照最大清洗频次,即每膜池1 个月进行两次CIP氯洗,还能够运行3~3.5 年。按此方法得出的膜寿命应为8~ 8.5 年。而实际上,在达到该寿命年限前,该MBR 膜系统就因不可恢复性膜污染导致的透水率衰减而提前结束使用价值了。因此,累积氯接触值法用于MBR膜寿命评估并不理想。
4、膜性能检测法
膜性能检测是对膜所处状态进行量化的手段,能够最直接表征膜的优劣。膜性能检测法是通过膜性能指标的检测,反映出膜在使用过程中性能的劣化情况,进而根据膜性能判断其是否能够继续使用。采用0、2.5、5年为3个时间点,在2号、4号、6号、8号膜池做化学在线清洗后,从每池中各提取一支膜组件作为检测对象进行膜性能指标检测。检测项目与检测目的如表3 所示。
 (1)膜表面形态
(1)膜表面形态
将中空纤维膜丝内表面、外表面、断面制成样品,用扫描电子显微镜成像观测,成像照片如图4所示。其中,外表面与内表面成像放大5000倍,断面成像放大350~600倍不等。
①新膜外表面平整光滑,可观察到细小均匀的膜孔,内表面可观察到清晰的海绵状结构。由断面结构可看出膜结构是起过滤作用的表皮层以及起支撑作用的支撑层构成,支撑层与表皮层相接处有分布均匀但大小并不一致的指状水通道。
②使用2.5年后的膜,外表面已覆盖有污染层,局部仍可见细小膜孔,内表面存在少量污染物。
③使用5年后的膜,外表面未见均匀分布的孔径,污染层较厚。表皮层磨损严重,暴露出支撑层的大孔(孔径大于10μm),过滤精度已不能保证。断面支撑层膜孔状态较好,未见明显污染物沉积。
(2)膜组件纯水通量
将新膜组件与使用5 年的膜组件用纯水通量检测装置进行通量检测,检测结果如图5所示。使用5年的膜组件透水性能衰减严重,在20与50kPa的跨膜压差下,纯水通量分别为61.6和92.6LMH,较新膜组件衰减46.0% 和30.7%。
(3)机械强度
拉伸试验结果如图6所示。抗拉强度是基于膜丝拉断时所受的最大拉伸力的计算值,反映膜材料的断裂抗力,其值在2.5年时为1.94MPa,在5年时为1.45MPa,分别下降到初始值(2.20MPa)的88%和66%。伸长率是膜丝断裂时的长度与拉伸前长度的百分比,体现膜丝抵抗变形的能力,其值在使用5年后下降了10% 。
(4)膜性能检测结论
①膜表面由于污染物沉积、水流扰动和杂质摩擦的作用发生膜孔污染和表面磨损。膜的外表面磨损严重,局部表皮层已磨穿,暴露出支撑层,过滤
②使用5 年后,膜组件的纯水通量较新膜组件衰减30.7%~46.0% ,直接导致膜系统产水量无法满足设计要求。
③膜材料机械性能下降。膜丝抗拉强度下降到初始值的66% ,若膜系统继续运行断丝速度会大幅增加,运行风险较大。
由于MBR膜性能并没有具体的标准规定其在应用中的限值,此外膜性能检测还受到样品检测量和取样代表性的影响,因此用该方法来评估膜寿命目前仅能作为一种辅助手段。在本实例中,基于膜透水性能和机械性能的大幅衰减,以及表面磨损导致过滤精度下降,已存在较大的运行风险,判定该再生水厂MBR系统的膜寿命已到期,应进行膜组件的更换。