
摘 要: 本文介绍了钢网壳结构的施工特点及应用,并以蒲城县卤阳湖科普馆工程为例,重点对钢网壳安装关键施工技术进行了较详细的阐述,明确了施工工艺流程,为后续类似钢网壳的安装提供参考。 关键词: 网壳结构;空间曲面网格;鼓形节点;网壳梁焊接
摘 要:
本文介绍了钢网壳结构的施工特点及应用,并以蒲城县卤阳湖科普馆工程为例,重点对钢网壳安装关键施工技术进行了较详细的阐述,明确了施工工艺流程,为后续类似钢网壳的安装提供参考。
关键词:
网壳结构;空间曲面网格;鼓形节点;网壳梁焊接
引言
网壳结构是一种可以最大程度满足不同曲度要求及节省用钢量的空间结构,主要由各种不同规格的杆件在空间体系中按一定的规律组合而成,网壳结构既有杆系性质又兼具壳系性质,受力合理,结构具有较大的刚度,可以跨越较大的跨度。主要应用于大型会展中心、体育场馆、游泳馆、候车厅等需要最大自由空间的结构。
但因其跨度大,构件多,所以网壳结构的安装问题是项目的重难点之一。
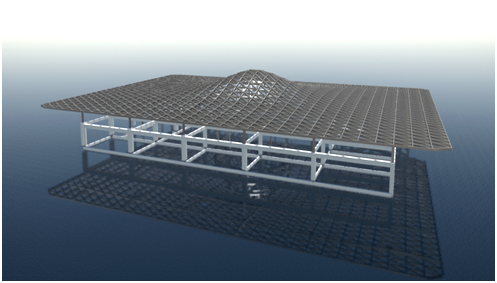
图1 卤阳湖科普宣教馆
工程概括
01
卤阳湖科普馆项目位于天卤骄湖连接段湖心岛上,项目总投资6848.38万元,建设用地面积57404 ㎡,建筑面积6566㎡。整个结构为混凝土型钢柱+球型支座+钢网壳,屋面为单层网壳结构,长度99.2米,宽度64.9米,高度17米,最大悬挑跨度48米。
卤阳湖科普馆屋面网壳为双曲率弧面网壳结构,中心凸起,向四周逐渐趋于平缓,杆件以直代曲,外形酷似草帽,主要由矩形管杆件和杆件相交点处的圆管鼓形节点构成。按相应的轴线将科普馆网壳屋面划分为平行四边形,每个平行四边形网格内利用杆件划分为数个三角形,这样各网壳梁表面的内力分布会大致相同,大跨度情况下更加稳定。
卤阳湖科普馆分为上下2层,上层为屋面网壳结构;下层为屋面网壳正下方直径为24米的球壳,为空间曲面网格结构。如下图所示:
图2 上层:网壳示意图
图3 下层:球壳示意图
图4 网壳局部俯视图
安装难点
02
卤阳湖科普馆网壳结构整体长度99.2米,宽度64.9米,高度17米,最大悬挑跨度48米。有2937根矩形杆件,且杆件截面种类较多,如此带来以下问题:
(1)杆件数量多,相邻杆件截面大都不同且存在高度差,直接连接错台较大,难以保证焊缝质量;
(2)同一连接点连接杆件较多,不易施焊,且焊缝多,在安装过程中易出现累积偏差;
(3)建筑跨度大,在高空中不易安装;
(4)此外本网壳梁施工周期短,任务重。采取何种施工方案,既要满足工程的安装精度,又能满足建设工期,成为本项目施工的关键。
解决方法
03
经过分析研究,并参考设计院意见,解决方案为在矩形管连接点之间增加可以连接不同截面,不同高度杆件的“鼓形节点”,如图5所示。鼓形节点构造简单,适用于节点处多管连接,易于加工和安装。能适应构件存在一定扭转角,传递弯矩作用直接,受力性能好,节点刚度较大,也解决了杆件密集不易施焊的问题;对于网壳安装,经过综合研究分析,结合现场实际情况,确保安装精度和效率,采取“分区地面预拼装,高空组合”的施工方案,分区图如图6所示。
图5 鼓形节点
卤阳湖科普馆以混凝土型钢柱为分区节点,将主网壳梁分为17个区,外悬挑网壳分为20个区。按顺序由1区开始依次安装框架内构件,框架外悬挑构件区域根据现场场地情况及吊装条件灵活考虑。
图6 网壳分区示意图
具体方案
04
施工流程:
技术准备 →测量放线 →球型支座安装 →胎具加工→地面单根网壳主梁拼装→单根网壳主梁高空吊装 →散装竖向、斜向网壳梁→补漆→自检。
球型支座为网架安装的第一步,安装需格外注意放线精度,因为支座尺寸与上方节点钢柱底板尺寸相同,若位置精确程度不够,将会导致后期钢梁拼接困难,遇到错位、间距不符等问题。球型支座位于钢混柱上方,如图7所示,首先确定其偏轴线情况,以图中的球型支座举例,支座中心位置向西偏离轴线50mm,则需要在放线时向西让出50mm。放线使用全站仪加经纬仪,利用土建提供的放样坐标图,在钢混柱柱脚或附近合适位置(因与土建交叉施工造成的视线,位置被遮挡的情况)放出点位,再用经纬仪引至柱顶,球型支座在柱顶先不焊接,给上方的梁留出容错空间,便于后续调整。
图7 安装球形支座
胎具的作用是把屋面的双曲率弧面网壳结构(“草帽结构”)分成区块后在地面拼装,以方便焊接和控制坐标及标高。施工过程为先制作6个节点和5个节点的胎具,在场地西侧混凝土地面放出轴线,节点按照设计图布置,以保证安装的准确性,胎具每个桩由双层圆管(外径108mm,6mm厚和外径89mm,6mm厚),和槽钢组成,圆管高度随节点变化改变,最低处的圆管设置为30cm高度,以方便梁的焊接。槽钢反扣到圆管上,两端焊接上下好料的槽钢,找出平面,组成可调节高度的胎架,胎架用槽钢两两相连固定。
图8 胎具
屋面网壳梁结构从1区开始以条、块为单位安装单根主网壳梁,1区安装从1号单根主网壳梁至8号单根主网壳梁依次安装,再进行9号竖向钢梁及斜向钢梁散装。
图9 地面预拼装
东西方向和南北方向的梁组成后采用整体起吊的方法,先用板车将梁拉至对应位置然后吊装,例如1-C轴的10线到11线,跨距16m,梁总重3.5吨,吊至球型支座上方后焊接完成后松钩。已有圆管的节点需要对接并焊上,待焊接完成后松钩。
在胎架上根据弹好的轴线确定圆管构件放置的位置,就位后用点焊临时固定,将对应的梁用吊车吊起从上方落入指定位置,先焊接上下平缝,再焊接两侧立缝以降低收缩变形的影响,再确定梁应焊接至节点圆管的位置,拿石板笔进行标记,然后进行吊装并焊接。拼装完成后的1号梁重量为46972kg,2号梁重量为6042kg,3号梁重量为3349kg,4号梁重量为4393kg,5号梁重量为2541kg,6号梁重量为1895g,7号梁重量为1778kg,8号梁重量为1978kg。剩余的9号梁多为1000kg以下的单梁依次安装。
图10 区网壳梁安装顺序图
根据设计蓝图要求,网壳梁与鼓形节点的12条纵缝及12条横缝为一级焊缝,主要焊接方式为加衬板的坡口熔透焊。先用焊机将网壳梁与鼓形节点点焊,再进行焊缝打底,确保单根主网壳梁尺寸标准,然后吊运到地面进行焊接。焊接时,由多人从两端向中间方向以每隔500mm尺寸间断焊接,以减小单根主网壳梁的焊接应力,防止单根主网壳梁焊接变形过大。按照设计规范及施工蓝图要求对焊缝进行第三方探伤,若焊缝内无气泡、无夹渣、无焊瘤、无裂纹等,进而转入待安装区域,若焊缝出现质量问题,必须按照施工工艺及现场技术交底要求整改,按照科普馆报检规程进行每个工序的报检,待整改完成后转入待安装区域。
根据施工工艺要求及现场总工的意见,保证焊接期间最大程度减小焊接变形量,减小构件拼接完成后的校正及矫正难度。拼焊分区单根主网壳梁时我项目采用了每隔500mm尺寸焊接对称施工焊法。如下图所示,根据单根主网壳梁的焊接变形情况,按照施工工艺调节焊接顺序。单根主网壳梁焊接顺序为从中间向梁端逐步施焊,现场拼焊施工顺序可根据变形情况进行调整。单根主网壳梁焊接完成后进行火焰校正,待校正完成后吊装上胎架进行尺寸复验,以保证单根主网壳梁的构件尺寸无误差。
图11 杆件和鼓形节点间的焊接
为了保证本项目单根主网壳梁焊接尺寸,根据现场实际的变形情况,进行焊接过程控制及调整焊接顺序以达到单根主网壳梁尺寸标准。为保证焊缝的垂直度,在焊接过程中对单根主网壳梁进行翻转调整,以保证仰焊变成平焊,从而降低焊接难度,保证本项目单根主网壳梁构件尺寸。
单根主网壳梁最后一道焊缝焊接时,沿着最后一条焊缝方向连接好铜线引弧块,调整焊枪与焊缝之间的距离,待焊接至焊缝末端50mm处时,调节电焊机电流大小,沿着焊缝方向至熄弧板上进行收弧。将引弧板与熄弧部分的多余焊缝进行切割,用角磨机修补后,再进行修补漆膜,单根主梁尺寸精度复合完成后,吊装至安装区域。
通过水平尺、经纬仪及卷尺、图纸等工具对圆管胎架尺寸、单根主梁焊前尺寸、单根主梁焊后尺寸进行多次复核以实现单根主网壳梁一次性成型。
由于12区单根主网壳梁高差尺寸较大,12区单根主网壳梁尺寸检查较为困难,在地面进行平面胎架组装,平面胎架通过轴线及鼓形节点高差进行控制,根据拼焊时的挡块定位位置来确保单根主网壳梁的高差控制,焊接过程中只要采取正确的焊接顺序和方法措施,就可以保证单根主网壳梁的构件尺寸。对于局部变形,采用火焰喷枪进行校正,确保单根主网壳梁符合构件质量要求。
图12 高空拼装
小结
05
由于对单根主网壳梁构件制作与安装关键技术的研究,并将成果及时应用在卤阳湖科普馆项目中,大大降低了加工和焊接难度,减少了吊装工作量,所以构件质量良好,焊缝一次性探伤合格率超过98%;构件尺寸精度较高,所有构件在现场一次性安装成功,对接正确率100%。工程质量和进度得到施工方和监理单位的一致性好评。
本文的安装工艺及主要关键技术取得了良好的经济效果和安装经验,也为后续类似项目的施工提供了重要的借鉴作用。
内容源于网络,仅作分享使用,如有侵权,请联系删除
相关资料推荐:
三向网格单层网壳结构设计施工图纸
某地钢结构单层网壳结构设计施工图纸
知识点:单层网壳结构施工技术