1 原理与作用 好氧发酵通常是指高温好氧发酵,是通过好氧微生物的生物代谢作用,使污泥中有机物转化成稳定的腐殖质的过程。代谢过程中产生热量,可使堆料层温度升高至55℃以上,可有效杀灭病原菌、寄生虫卵和杂草种籽,并使水分蒸发,实现污泥稳定化、无害化、减量化。
1 原理与作用
好氧发酵通常是指高温好氧发酵,是通过好氧微生物的生物代谢作用,使污泥中有机物转化成稳定的腐殖质的过程。代谢过程中产生热量,可使堆料层温度升高至55℃以上,可有效杀灭病原菌、寄生虫卵和杂草种籽,并使水分蒸发,实现污泥稳定化、无害化、减量化。
2 应用原则
污泥好氧发酵处理工艺既可作为土地利用的前处理手段,又可作为降低污泥含水率,提高污泥热值的预处理手段。
污泥好氧发酵厂的选址应符合当地城镇建设总体规划和环境保护规划的规定;与周边人群聚居区的卫生防护距离应符合环评要求。
污泥好氧发酵工艺使用的填充料可因地制宜,利用当地的废料(如秸杆、木屑、锯末、枯枝等)或发酵后的熟料,达到综合利用和处理的目的。
3 好氧发酵工艺与设备
3.1 一般工艺流程
好氧发酵工艺过程主要由预处理、进料、一次发酵、二次发酵、发酵产物加工及存贮等工序组成,如图4-4所示。污泥发酵反应系统是整个工艺的核心。
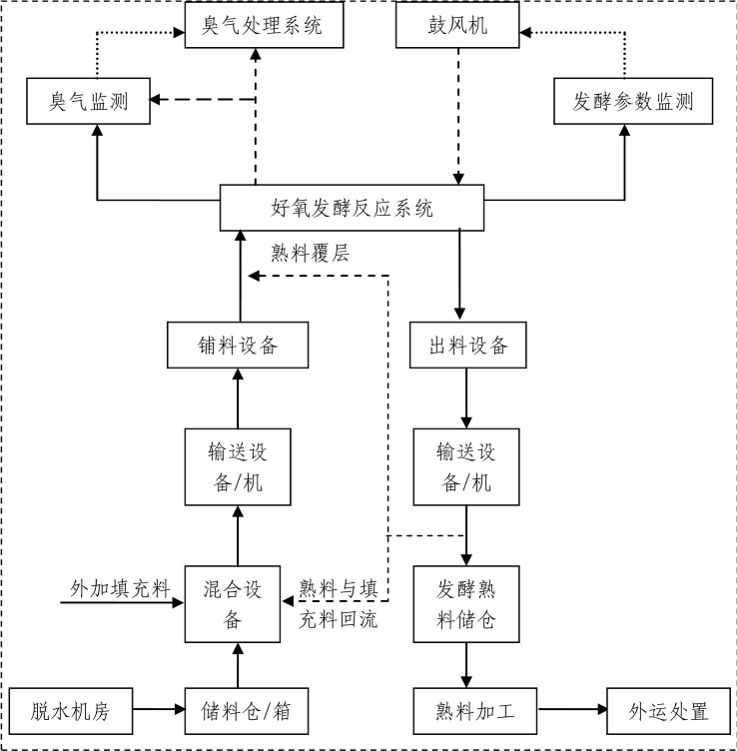
图 4-4 污泥好氧发酵工艺流程
3.2 好氧发酵的工艺类型
发酵反应系统是污泥好氧发酵工艺的核心。工艺流程选择时,可根据工艺类型、物料运行方式、供氧方式的适用条件,进行合理的选择使用,灵活搭配构成各种不同的工艺流程。
1) 工艺类型
工艺类型分一步发酵工艺和二步发酵工艺。一步发酵优点是工艺设备及操作简单,省去部分进出料设备,动力消耗较少;缺点是发酵仓造价略高,水分散发、发酵均匀性稍差。二步发酵工艺优点是一次发酵仓数少,二次发酵加强翻堆效应,使堆料发酵更加均匀,水分散发较好;缺点是额外增加出料和进料设备。
2) 物料运行方式
按物料在发酵过程中运行方式分为静态发酵,动态发酵,间歇动态发酵。静态发酵设备简单、动力消耗省。动态发酵物料不断翻滚,发酵均匀,水分蒸发好,但能耗较大。间歇动态发酵较均匀,动力消耗介于静态发酵与动态发酵之间。
3) 发酵堆体结构形式
发酵堆体结构形式主要分为条垛式和发酵池式。
条垛式堆体高度一般1~2m,宽度一般3~5 m。条垛式设备简单,操作方便,建设和运行费用低,但堆体高较低,占地面积较大。由于供氧受到一定的限制,发酵周期较长,堆体表面温度较低,不易达到无害化要求,卫生条件较差。当用地条件宽松、外界环境要求较低时,可选用条垛式,此方式也适用于二次发酵。
发酵池式发酵仓为长槽形,发酵池上小下大,侧壁有5°倾角,堆高一般控制在2~3m,设施价格便宜,制作简单,堆料在发酵池槽中,卫生条件好,无害化程度高,二次污染易控制,但占地面积较大。
4) 供氧方式
供氧方式有自然通风、强制通风、强制抽风、翻堆、强制通风加翻堆。
自然通风能耗低,操作简单。供氧靠空气由堆体表面向堆体内扩散,但供氧速度慢,供气量小,易造成堆体内部缺氧或无氧,发生厌氧发酵;另外堆体内部产生的热量难以达到堆体表面,表层温度较低,无害化程度较低,发酵周期较长,表层易滋生蚊蝇类。需氧量较低时(如二次发酵)可采用。
强制通风的风量可精确控制,能耗较低,空气由堆体底部进入,由堆体表面散出,表层升温速度快,无害化程度高好,发酵产品腐熟度高。但发酵仓尾气不易收集。
强制抽风的风量易控制,能耗较低,但堆体表层温度低,无害化程度差,表层易滋生蝇类。堆体抽出气体易冷凝成的腐蚀性液体,对抽风机侵蚀较严重。
翻堆有利于供氧与物料破碎,但翻堆能耗高,次数过多增加热量散发,堆体温度达不到无害化要求。次数过少,不能保证完全好氧发酵。一次发酵翻堆供氧宜与强制供氧联合使用。二次发酵可采用翻堆供氧。
强制通风加翻堆,通风量易控制,有利于供氧、颗粒破碎和水份的蒸发及堆体发酵均匀。但投资、运行费用较高,能耗大。
5) 发酵温度
温度是影响发酵过程的关键工艺参数。高温可以加快好氧发酵速率,更有利于杀灭病原体等有害生物,但温度过高(>70℃),对嗜高温微生物也会产生抑制作用,导致其休眠或死亡,影响好氧发酵的速度和效果。因此,好氧发酵过程中要避免堆体温度过高,以确保嗜高温微生物菌群的最优环境条件,从而达到加速发酵过程,增强杀灭虫卵、病原菌、寄生虫、孢子以及杂草籽的功能。
频繁的动态翻抛不利于维持高温,会大大延长达到腐熟和无害化的时间,增加能耗和运行成本。
通风过程可以补充氧气,促进好氧微生物活动和产热,但与此同时也会带走堆体的热量,从而降低堆体温度。
3.3 好氧发酵工艺设备
1)混合—破碎设备
该设备将脱水污泥与填充料均匀混合后,破碎为粒径均匀的颗粒物料,以保证发酵过程中良好的通风性能。混合设备主要为混料机,其运行功率建议选择40~50m3/h为宜。
2)输送—铺料设备
经过混合后的物料经过输送设备,送入铺料机,并将物料置入相应的发酵仓。一般情况下,输送设备与铺料设备相联接,铺料设备将物料均匀铺入堆体上部,避免堆体压实。铺料机建议选择行走速度为4.5~5.0 m/min,可堆高度 1.5~2.0 m 为宜。
输送设备应具有防粘功能,易耗部件应易于拆卸和更换。主要输送设备包括皮带机和料仓。成套化的输送—铺料设备适合应用于大中型污泥好氧发酵工程,宜与自动化控制系统相结合,以保证工艺运行的稳定性。
3)翻抛设备
污泥发酵过程需通过翻抛设备辅助完成供氧,调整堆体结构,均匀温度。对于中等规模污泥发酵厂,采用的翻抛机工作参数建议选择250~300 m3/h,操作宽度不宜超过 5 m,最大翻抛深度为2 m,行走速度在 1.5 m/min。同时还应配备移行车,其功能主要为将翻抛机运送至作业位置,移行车的行走速率建议选择4.5~5.0 m/min 为宜。
4)出料设备
发酵过程结束后,可通过出料设备,将熟料输送至仓外,以便进一步处置。目前一般采用皮带机作为作为出料设备。皮带机一般适用于对工艺自动化运行要求较高的大中型污泥好氧发酵工程,小型污泥好氧发酵可采用铲车出料或人工出料。
5)供氧设备
在污泥好氧发酵工艺中,应用最多的供氧设备有罗茨风机、高压离心风机、中低压风机等。强制供风方式中,根据风压风量要求,宜采用罗茨风机为宜,一台风机可为多个发酵仓供风。
6)监测仪器
污泥高温好氧发酵工艺运行过程中,为保证发酵充分并避免臭气污染,应进行在线监测。在线监测的主要指标是臭气指标(NH3、H2S)和工艺指标(温度、氧气浓度)。需要配备 NH3、H2S、温度、氧气浓度的在线监测仪器。仪器材料应选择以耐腐蚀、灵敏度高、操作简便的金属类探头为主。
7)自动控制操作系统
大中型污泥发酵工程应配备自动控制操作系统,以便达到精确控制发酵参数,缩短发酵周期,促进污泥发酵腐熟。该系统包括操作平台、自动实时采集及反馈控制软件、便携式设备等。
3.4 新型膜覆盖高温好氧发酵工艺
膜覆盖高温好氧发酵工艺是一种将微孔功能膜作为脱水污泥好氧发酵处理覆盖物的工艺技术。
覆盖功能膜的堆体在鼓风的作用下,在膜内形成一个低压内腔,从而使堆体供氧均匀充分,温度分布均匀,可以确保发酵物的卫生化水平,保证致病性微生物在发酵过程中得到有效杀灭,大大减少敞开式堆体工艺由于局部易发生厌氧而导致的臭气产生。
由于功能膜的微孔特性,覆盖在发酵体上,发酵中的水蒸气和CO2可以自由排出,而致病性微生物、气溶胶等被有效隔离。功能膜同时还具有防雨功能,因此可以在室外建立发酵堆体。
膜覆盖高温好氧发酵工艺的堆体可采用条垛式、发酵池式或简仓式。堆体高度一般1.5~2.5m,宽度一般4~7m。供氧一般采用堆体底部通风方式,采用中压离心风机供风。各堆体宜单独设立风机,并根据堆体的工艺指标(温度、氧气浓度)对风机进行实时控制。由于功能膜的覆盖作用,风机供氧利用率提高,风机功率较小,能耗低。
膜覆盖高温好氧发酵工艺由预处理、进料、一次发酵、二次发酵等工序组成。膜覆盖高温好氧发酵工艺发酵产品卫生化程度高、腐熟均匀。
4 好氧发酵设计与运行控制
4.1 预处理
脱水污泥好氧发酵前须进行适当的预处理,以调节适宜的含水率、碳氮比(C/N)等参数,并破碎成较小的颗粒。
污泥发酵前,脱水污泥必须与填充料进行混合、破碎。混合破碎后物料的颗料直径应≤20mm,含水率为55%~60%,有机质含量≥35%,C/N在20:1~30:1,pH值应调整至6.0~8.0之间。
与脱水污泥混合的填充料要求具有含水率低、C/N比值高、具有一定的强度、颗粒分散性好的特点。可利用剪枝、落叶等园林废弃物和秸杆、木屑、锯末等有机废弃物,或利用已发酵的熟料作为回填料。
4.2发酵工艺参数与操作条件
1)卫生学要求
应达到无害化卫生要求,符合现行国家相关卫生标准。
2)工艺设计参数
供气系统设计要求:供氧方式有自然通风供氧、强制通风供氧,翻堆供氧。在工程中三种供氧方式可相互结合,形成多种供氧方式,但须保证发酵堆体中始终均匀有氧。一次发酵堆体氧气浓度应在5%以上。
发酵仓设计要求:采用风机强制供氧时,堆体高度不宜超过3.0 m,当污泥物料含水率较高时,堆体高度不宜超过 2 m。一次发酵推荐采用发酵池式发酵。
工艺参数监控:温度、氧气、水分、C/N、臭气是影响好氧发酵过程的关键工艺参数。大中型发酵工程应对关键工艺参数进行在线监测和调控,以提高发酵效率和工艺稳定性,达到更好的臭气控制和节能减排效果。对原始污泥和发酵产品的理化性质和卫生学指标也应根据需要进行必要的检测。
进出料设计要求:进料应均匀铺料,防止出现堆体物料挤压;采用布气板系统,可有效避免物料压实,造成的通气不畅。
3) 一次发酵操作条件
发酵堆体中的温度、氧气浓度、耗氧速率监测间隔应以分钟计。条件允许时,建议采用自动采集与实时监测系统获取参数信息,保证发酵通风风量的及时调整。一次发酵堆体氧浓度不低于5%,温度应保持在55℃以上,持续时间不少于6d,总发酵时间不少于7d。一次发酵结束时,发酵污泥须满足表4-2中的相关指标。
4.3二次发酵工艺参数与操作条件
二次发酵堆体温度建议不高于45℃,二次发酵周期一般在30~50d。二次发酵推荐采用条垛式发酵。二次发酵结束时,发酵污泥须满足表4-3 中的相关指标。
5 二次污染控制要求
1)作业环境要求
作业区的监测项目应包括噪声、粉尘、恶臭气体(H2S、NH3等)、细菌总数(空气);厂内外环境的监测项目应包括大气中单项指标(CO2、CO、NOx、飘尘、总悬浮颗粒物)、地面水水质、噪声、蝇类密度和臭级。污泥不宜在厂内外场地上裸卸,场地上散落污泥必须每日清扫;发酵车间构筑物应具有防雨、隔音、防腐功能;应配置换气装置和排水设施;厂内应采取灭蝇措施;在发酵过程中应保证全过程好氧,减少臭气产生;发酵厂宜全封闭运行,发酵车间内需保持微负压,并设计良好的通风条件。恶臭污染物控制建议采用生物除臭法。恶臭气体(H2S、NH3 等)的允许浓度,应符合现行国家标准《工业企业设计卫生标准》GBZ1、《工作场所有害因素职业接触限值》GBZ2 和《恶臭污染物排放标准》GB14554的规定。
2)脱水污泥和发酵产物的储存和输送要求
应避免脱水污泥的长时间储存,脱水污泥储存时间不宜超过12h;脱水污泥的输送应有良好的衔接,避免污泥散落,尽可能减少臭气污染的发生;应设置污泥发酵产物仓库,仓库容量应按能存储30d 以上污泥发酵产品来设置。
6 高温好氧发酵工艺的成本评价与分析
根据机械化和自动化水平、工程规模的不同,投资成本可按25~45万元/t污泥(含水率80%)·d进行估算(不含征地费)。
考虑人工、能耗、调理剂、药剂、设备折旧、维修等因素,运行成本大致为120~160元/t污泥(含水率80%)。
根据处理规模的不同,发酵装置的型式、机械化程度的不同,处理工艺所需的土地面积也不同,一般占地面积可按150~200m2/t污泥(80%含水率)进行估算。
推荐资料(点击文字跳转):
CTB自动控制污泥好氧发酵工艺工程实践
污泥高温好氧发酵技术在沈阳市污水处理厂污泥处理工程中的应用
知识点:污泥处理技术之好氧发酵