工程概述 某电镀厂主要从事电镀生产,包括碱性镀铜、酸性镀铜、镀焦磷酸铜、镀镍、钝化镀铬、镀金和酸洗、碱洗等工艺。由于在生产过程中产生了含镍、含铜、含铬、含氰化物和含酸碱等废水,致使废水中铜离子、镍离子、铬离子、氰化物和pH超标,该厂均已设有对应的废水处理设施及构筑物,其中含铬废水、含氰废水、含焦磷酸铜废水自车间流入反应池经处理后,上清液流入综合废水调节池与自车间流出的综合废水混合处理。废水处理工程设施运行投产以来,由于实际进水水质相比较设计进水水质偏低,各项主要污染物基本能达标排放。但随着环保工作的进一步深化,电镀废水排放对环境造成的影响日益严重,外加《电镀污染物排放标准》(GB21900-2008)的颁发和实施规定,电镀企业污水排放均需执行表3标准,因此现有废水处理工程设施的处理能力已满足不了新的排放要求。科海思作为环保领域的积极践行者,特受厂方委托,负责该厂废水提标改造工程的设计与施工。
工程概述
某电镀厂主要从事电镀生产,包括碱性镀铜、酸性镀铜、镀焦磷酸铜、镀镍、钝化镀铬、镀金和酸洗、碱洗等工艺。由于在生产过程中产生了含镍、含铜、含铬、含氰化物和含酸碱等废水,致使废水中铜离子、镍离子、铬离子、氰化物和pH超标,该厂均已设有对应的废水处理设施及构筑物,其中含铬废水、含氰废水、含焦磷酸铜废水自车间流入反应池经处理后,上清液流入综合废水调节池与自车间流出的综合废水混合处理。废水处理工程设施运行投产以来,由于实际进水水质相比较设计进水水质偏低,各项主要污染物基本能达标排放。但随着环保工作的进一步深化,电镀废水排放对环境造成的影响日益严重,外加《电镀污染物排放标准》(GB21900-2008)的颁发和实施规定,电镀企业污水排放均需执行表3标准,因此现有废水处理工程设施的处理能力已满足不了新的排放要求。科海思作为环保领域的积极践行者,特受厂方委托,负责该厂废水提标改造工程的设计与施工。
设计依据
1、业主提供的基础资料:原水水量、水质;
2、《电镀污染物排放标准》(GB21900-2008);
3、《给排水设计手册》(第二、四、六、九分册);
4、《三废处理工程技术手册》;
5、《水处理工程师手册》;
6、各厂家设备选型样本;
7、相关电气、土建设计手册。
设计原则
1、贯彻执行国家关于环境保护的政策,符合国家的有关法律、法规、规范及标准;
2、根据设计进出水质要求,所选污水处理工艺力求技术先进成熟、处理效果好、运行稳妥可靠、高效节能、经济合理,确保污水处理效果,减少工程投资及日常运行费用;
3、妥善处理处置污水处理过程中产生的污泥,避免造成二次污染;
4、为确保工程的可靠性及有效性,提高自动化水平,降低运行费用,减少日常维护检修工作量,改善工人操作条件,本工程中所选用的设备为优良名牌设备;
5、为保证污水处理系统正常运转,供电系统需有较高的可靠性,且污水站运行设备有足够的备用率;
6、工艺设备平面布置力求在便于施工、安装和维修的前提下,使新工艺设备与各处理构筑物尽量集中,节约用地。与厂区环境、周围环境协调一致;
7、站区建筑风格力求统一,简洁明快、美观大方,并与其周围景观相协调。
废水来源及污染物成分
1、废水的来源:根据该厂提供相关资料及日常运行情况,废水日均排放量为300吨以下,按每天工作运行16个小时计算,平均水量为18.75 吨/ 小时。
2、原水污染因子及设计水量:根据厂方提供的有关资料及我公司对同类废水的了解,主要处理对象为综合废水处理工艺所排放含微量铜、镍的未达标废水,主要为含铜、镍酸碱综合废水与其他车间混和废水,即综合排放废水: 水量约300m³/d( 即 18.75m³/h) ,PH=6~9.[Ni2 ] ≤1mg/L,[Cu2 ] ≤1mg/L。
出水水质
根据该厂所处的地理位置,废水处理后应达到《电镀污染物排放标准》(GB21900-2008)的规定,电镀企业污水排放均需执行表3标准:(单位:mg/L)
设计范围
1、综合废水处理站提标改造处理工艺流程、工艺设备选型、工艺设备布置;
2、综合废水处理站提标改造的工艺设备动力配线 ( 分配箱至工艺设备之间 );
3、综合废水处理站提标改造的工艺管线;
4、综合废水处理站提标改造从中间水池至处理后达标外排废水之间的处理工艺参数的制定。
设计方案
1、工艺的选择及处理原理: 现有工艺基础上增设一套离子交换树脂(型号为CH-90Na)系统,综合废水中间水池原外排水经过砂滤塔精密过滤之后,进入双级树脂塔深度脱除[Cu2 ]、[Ni2 ];树脂再生废液回流到综合废水调节池。
CH-90Na树脂具有三维空间结构的不溶性高分子化合物,其官能团可以和[Cu2 ]、[Ni2 ]离子起交换反应,当含[Cu2 ]、[Ni2 ]的废水流经CH-90Na树脂层时,发生如下交换反应:
2R-COONa Cu2 →(R-COO)2Cu 2Na
2R-COONa Ni2 → (R-COO)2Ni 2Na
经CH-90Na树脂塔处理后水中[Cu2 ]、[Ni2 ]均可平均控制在0.1mg/L以下水平,甚至检测不出[Cu2 ]、[Ni2 ]。
再生液加减后调整至PH=10.5左右,反应式如下:
H OH- = H2O
Cu2 2OH-=Cu (OH)2↓
Ni2 2OH-=Ni (OH)2↓
2、工艺流程图:
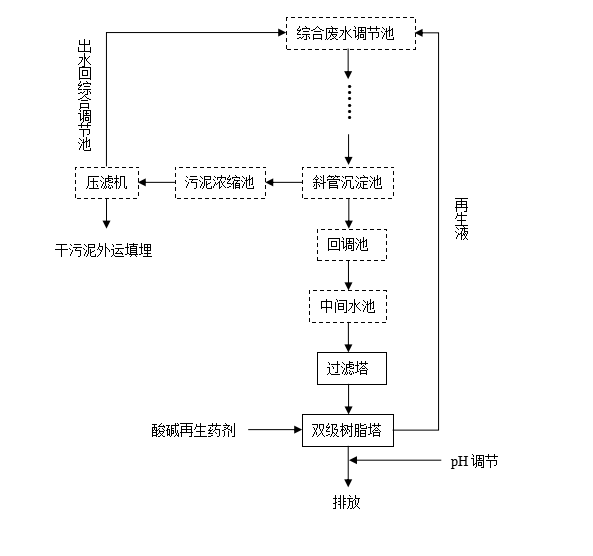
综合废水处理站提标改造处理工艺:
3、工艺流程说明: 综合废水自车间自流入综合废水处理调节池,用提升泵泵入混合池后,自流到絮凝反应池,加药搅拌,进行絮凝反应,然后自流入混凝反应池,加助凝剂搅拌,进行混凝反应,再进入斜管沉淀池进行固液分离,固液分离后的污泥进入污泥浓缩池,上清液自流入pH调节池,加药搅拌调整PH为酸性,经回调后进入中间水池,在现有工艺基础上增设深度处理工艺,通过潜水泵到砂滤罐,过滤后至双级CH-90Na树脂塔,最后调整pH值经排放堰达标排放,再生液流入综合废水调节池。
工艺设计参数
砂滤塔:
工艺尺寸:Φ×H=1.2×3.2m
结构:钢制
滤层面积:1.1m2
滤速:20.0m/h
主要设备:
①反冲水泵
反冲强度:12L/m2.s
型号:CDL32-20-2
Q=32m3/h,H=20m,N=3.0KW
数量:1 台
②气源:共用罗茨风机提供
CH-90Na树脂塔
工艺尺寸:Φ×H=1.5×3.2m
结构:钢制防腐
床层高度:1.2m
工作流速:10BV/h
主要设备:
①再生泵
型号:IHF50-40-125/2.2kW-2
Q=7.5m3/h,H=23m,N=2.2KW
数量:1 台
②转型泵
型号:IHF50-40-125/2.2kW-2
Q=7.5m3/h,H=23m,N=2.2KW
数量:1 台
③反洗水泵
型号:CDL20-3
Q=20m3/h,H=35m,N=4KW
数量:1 台
④气源 共用罗茨风机提供
废水提标改造处理的主要设备
设备及材料部分:

工艺特点
1、过滤塔滤料强度高,寿命长,处理流量大,出水水质稳定可靠;
2、工艺过程控制简单,电耗能耗较低,操作、检修方便;
3、CH-90Na树脂可以再生,操作简单,工艺条件成熟、流程短;
4、CH-90Na树脂具有一定的空间网络结构,在与水溶液接触时,不溶性固体骨架在交换过程中基本上不发生化学变化,保证处理的稳定性;
5、CH-90Na树脂交换速度快,机械强度大、抗污染能力强、实际交换容量大且易于再生和冲洗,减少废水量和药剂损耗,降低了废水处理成本。
平面布置、施工原则
1、废水流程避免迂回,尽量使用重力自流,节约能源;
2、动力设备尽量靠近服务单元,以减少动力损失;
3、分区明确,操作方便;
4、各单元尽量集中布置,减少管道交叉。
废水处理高程布置
废水经泵一次提升至各过滤塔和树脂塔,过滤塔和树脂塔串联工作,且均采用上布水器进水下布水器集水器产水的运行方式,通过排放口排放。
电气控制
污水处理装置供电由甲方引入设备间配电箱,380/220V,50HZ,三相五线制带接地过载保护;大于、等于5Kw的均采用自耦降压或软启动方式;低压配电装置集中装设自动无功率补偿装置补偿后功率因素≧0.96;为保证自动控制系统检修的方便,在控制系统中加装手动系统,各台设备可单独操作。
阀门及设备安装
1、管道安装
(1)管道均为U-PVC耐压管道,控制组合阀为电动蝶阀,手动阀门均蝶阀或球阀;
(2)各种设备的安装应按照国家颁布的有关规范和规程进行,以此验收;
(3)管道连接:管道之间采用管道黏合连接或法兰连接;
(4)在管道密集的地方,管道阀门的位置及阀门手柄的方向应安装在便于操作的位置;
(5)所有架空管道必须用管架控制固定,管道支架、吊架和托架的制作和安装可参照国家标准图集进行制作安装,沿墙、沿池壁安装的管道可根据现场实际情况现场制作管架进行固定;
(6)主体管道阀门应尽可能留有合适空间,以便于开启和调节。
2、设备安装
各种设备的安装应按照国家颁布的有关规范和规程进行,以此验收,其中外购设备的安装需按相应的产品说明书进行。为了方便自动控制系统的检修,在控制系统中加装手动系统,各台设备可单独操作。
关于我们:科海思(北京)科技有限公司成立于2010年,致力于环保技术革新,围绕企业在废水处理、资源回收、净水处理、危废处理、工艺缺陷等环境治理过程中成本高、难度大、稳定性差的现状,为企业提供更高效、可持续、高回报的解决方案。作为行业前沿技术推行者,2011年与美国Thermax集团、德国Watch集团合作成为其中国区总代理,将“特种离子交换树脂”首次引进国内,基于国情进行工艺创新,添补行业空缺,完成技术升级。在推广实践中,倡导 “环境治理价值化”新理念,运用国际先进技术在治理的同时进行废物资源再生,将企业环保建设从单纯投入转为开源投资。