想要成为印染水处理专家,就必须对印染废水有最基本的认识。 印染废水是加工棉、麻、化学纤维及其混纺产品为主的印染厂排出的废水。 印染废水水量较大,每印染加工1吨纺织品耗水100~200吨,其中80~90%成为废水。纺织印染废水具有水量大、有机污染物含量高、碱性大、水质变化大等特点,属难处理的工业废水之一,废水中含有染料、浆料、助剂、油剂、酸碱、纤维杂质、砂类物质、无机盐等。
想要成为印染水处理专家,就必须对印染废水有最基本的认识。
印染废水是加工棉、麻、化学纤维及其混纺产品为主的印染厂排出的废水。 印染废水水量较大,每印染加工1吨纺织品耗水100~200吨,其中80~90%成为废水。纺织印染废水具有水量大、有机污染物含量高、碱性大、水质变化大等特点,属难处理的工业废水之一,废水中含有染料、浆料、助剂、油剂、酸碱、纤维杂质、砂类物质、无机盐等。
由此可见,纺织染行业属于用水大户,同样也是污染大户,特别是浙江、广东两地更是督查大户。
随着环保要求的不断提高,一方面需要完成印染废水的零排放,另一方面又要达到纺织染行业最新标准。 如何低成本地做到废水回用率在70%、废水排放色度在50以下?
今天给各位带来一些最实用的印染废水案例详解。
案例一:
1、项目名称
浙江某生产毛纺等印染企业项目
2、项目概况
废水主含浆料、染料、助剂、表面活性剂等。废水呈碱性,COD、色度较高,可生化性差。进水水质:COD≤2160,BOD≤613,SS≤310,色度≤560,氨氮≤38。日处理水量1000吨/天。出水水质满足GB4287-1992《纺织染整工业水污染物排放标准》的一级标准:COD≤100,BOD≤25,SS≤70,色度≤40,氨氮≤15。
3、处理工艺
采用“动态微电解+水解酸化+好氧生化法”为主体工艺。
4、工程运行效果
实际出水水质:COD≤65,BOD≤20,SS≤15,色度≤35,氨氮≤10。处理一吨水所需的电费是0.792元,人工费0.24元。
案例二:
1、项目名称
浙江某针织科技有限公司印染废水处理项目
2、项目概况
公司是专业生产针织面料的厂家:主要有各类高中档摇粒绒,单面绒,双面绒,珊瑚绒的印花,压花,提花等针织产品。项目总投资1250万美元,总用地面积23466m2。该企业设计处理水量5000m3/d,废水站占地面积4000m2,总投资1325万元,项目于2014年3月动工,一期生化预处理达标工程竣工于2014年12月,二期深度处理及回用项目建成与2015年4月。
3、处理工艺
采用“吸附沉淀+水解酸化+深井曝气+混凝沉淀+YQAS系统”为主体工艺。
4、工程运行效果
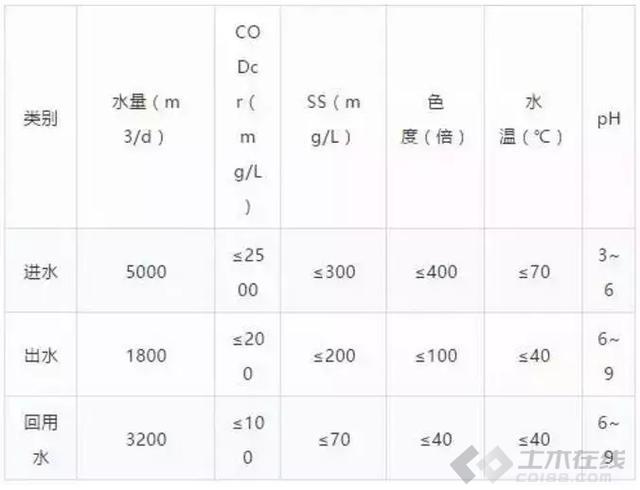
进出水指标

治理现场照片或主要设备照片
案例三:
1、项目名称
浙江杭州某集团印染有限公司印染废水处理项目
2、项目概况
各类化纤、TR/TC及其他混纺产品印花及染整加工,主要废水是染色废水。8500T/D污水处理及回用工程。
3、处理工艺
采用“HA/O生化系统+BAF+混凝沉淀+UF+RO膜处理系统”为主体工艺。
4、工程运行效果
进出水指标
治理现场照片或主要设备照片
案例四:
1、项目名称
浙江绍兴市滨海工业园区某印染厂印染废水处理项目
2、项目概况
从事中、高档针织织造、染整和印花加工,染料品种主要为活性染料,另有少量分散染料、还原染料等。废水含有微量碱减量废水和高氨氮活性印花废水,混合废水可生化性一般、色度较深。日处理水量4000 m3/d,进水CODCr≤1200 mg/L,NH3-N≤200 mg/L,SS≤400 mg/L,色度≤600倍。
3、处理工艺
采用“截留池+水解酸化+好氧池+接触氧化+混凝沉淀”为主体工艺。
4、工程运行效果
处理后出水CODcr≤100mg/L,NH3-N≤20mg/L,SS≤40mg/L,色度≤80倍,可达到绍兴滨海工业园区的纳管标准。本项目为改造项目,工程总投资700.6万元,其中设计、设备、安装、调试投资285.6万元,土建投资415万元。日产生含水量70%污泥约4.5t。处理1m3污水需电费0.92元,人工费0.25元,药剂费0.6元,污泥处置费0.28 元,运行成本合计2.08元/m3。
案例五:
1、项目名称
浙江某印染厂印染废水处理项目
2、项目概况
以棉、麻、人棉、涤棉及其混纺、交织、弹力面料印染加工为主,在生产过程中,排放的废水COD高、色度深、碱性强,日排污水量为3000t。设计了以MBR+RO,双膜工艺处理废水并实现回用,每天回用180t。
3、处理工艺
采用“絮凝沉淀+水解酸化+好氧池+MBR+RO”为主体工艺。
4、工程运行效果
工程1年稳定运行结果表明,产水pH为6.5~8.5,COD<50 mg/L,色度<15倍,电导率<0.5 mS/cm,达到了FZ/T 01107-2011回用水质指标,中水回用率达60%,具有一定的经济效益和环境效益。
该中水回用项目(MBR+RO)总投资 500 万元,设计处理水量 3 kt/d,回用 1.8 kt/d,回用率达到 60%,综合排污费、人工费、电费、药剂费、取水费,可节约水费2.3元/m3。
案例六:
1、项目名称
浙江某服饰公司印染废水处理项目
2、项目概况
专业生产女士丝袜、短袜、童裤、内衣,生产废水主要来源于染色、漂洗阶段,所含污染物主要包括染料、助剂及其织物本体的纤维、天然杂质、色素等。日处理规模为1600m3/d,排放水质达到GB4287—2012《纺织染整工业水污染物排放标准》表2中的间接排放标准后,接入市政污水管网系统外排。
3、处理工艺
采用“初沉+A/O+多介质过滤器+超滤系统+反渗透系统”为主体工艺。
4、工程运行效果
废水深度处理及回用系统经过约2个月的试运行,产水水质均优于HJ471—2009推荐的染色用水水质标准,排放水水质亦达到GB4287—2012标准中的间接排放标准。
废水深度处理及回用系统处理水量为1600m3/d,系统回用率达到60%,总投资为239.21万元,其中土建投资费用为42.96万元,设备等其他投资费用为196.25万元。深度处理回用系统吨水运行费用为2.70元,年运行成本为85.54万元。
案例七:
1、项目名称
常州某针织印染厂印染废水处理项目
2、项目概况
主要产品为针织产品,公司车间生产排放的印染废水,具有COD高、色度高、悬浮物高、盐分、硬度高等特点。废水处理后的水质指标参考《纺织染整工业废水治理工程技术规范 (HJ471-2009)》染色回用水水质标准。于 2013 年建成一座中水回用处理站,处理能力 3500m3/d。
3、处理工艺
采用“水解酸化+生物接触氧化+混凝气浮+过滤器+超滤膜+反渗透”为主体工艺。
4、工程运行效果
印染废水预处理以及回用工程设计处理能力3500m3/d,工程建设总投资 680万元,占地面积1300m2。废水回用处理系统工程总电气容量约为 255kw,工程竣工后处理处理费用约合3.73元/m3。
案例八:
1、项目名称
江西某纺织企业印染废水处理项目
2、项目概况
含有各种浆料助剂(表面活性剂)染料、纤维、碱、漂白剂、无机盐等,色度深,水温高,难降解有机物比例高,日处理水量8000m3/d,最终使其达到《纺染织整工业水污染物排放标准》(GB4287-2012)中新建企业水污染限值排放的要求COD≤80mg/L、BOD≤20mg/L、SS≤50mg/L、色度≤50mg/L。
3、处理工艺
采用“水解酸化+CASS+混凝沉淀+除铁除锰过滤罐”为主体工艺,污泥采用“污泥浓缩机+带式压滤机”。
4、工程运行效果
工程总投资为1702.2万元,用电负荷为388.19kW,电费为0.74元/t,运行药剂费为0.33元/t,人工费为0.04元/t,污泥处置费为0.27元/t,设备维护费0.12元/t。
出水水质COD、BOD、SS分别为54、10、30mg/L,色度为30倍。
案例九:
1、项目名称
抚顺某大型国有纺织企业印染废水处理项目
2、项目概况
该厂印染废水主要来自染整车间的制条染、染色复洗和匹 布染色整理,废水中的COD排放浓度达800~1000mg/L,色度达到250~300倍。
3、处理工艺
采用的是生化法(表面曝气作为一级处理,臭氧预留作为二级处理)+化学浮选。
化学浮选机理:在管道絮凝器中水和药同时进入,加入一定量的复合型的无机盐(A)和一 种改性的聚铝凝聚剂(B)进行混凝。废水与絮凝剂进行反应后,产生大量的絮凝物,然后再进行打压,使废水中同时产生大量气泡,这些气泡自身粘附到絮凝物上,这样给絮凝物以很强的浮力,经过均匀的混合后,那些快速上升的絮凝物很快积聚形成漂浮表面层,废水中的染料色度全部吸附在 絮凝物上漂浮在水上面,下面全部是清彻透明的澄清液水的透明度达到自来水的程度。
案例十:
1、项目名称
浙江某印染企业印染废水处理项目
2、项目概况
企业主营涤棉系列、全涤系列、晴纶系列及混纺织物染色和整理加工。配套了日处理量为1200、1400t/d的废水处理设施并投入运行,废水排放执行纺织染整工业水污染物排放标准(GB4287-92)Ⅲ级纳管标准,主要指标COD<500mg/L,SS<400mg/L,pH6~9。
为执行新的排放标准,即纺织染整工业水污染物排放标准(GB 4287-2012)间接排放标准,企业决定对现有废水处理设施进行提标改造。
3、处理工艺
原工艺废水→格栅→调节池→反应沉淀池→兼氧池→生物接触氧化池→二沉池→气浮池→外排纳管。
改造工艺废水→格栅→调节池→气浮池A(复合铁盐)→厌氧水解→生物接触氧化→二沉池→气浮池B(PAC)→外排纳管。
4、工程运行效果
运行费用合计3.26元/t。本提升改造工程总投资约100万元。出水达到纺织染整工业水污染物排放标准(GB4287-2012)间接排放标准。
案例十一:
1、项目名称
天津某印染企业印染废水处理项目
2、项目概况
废水主要是印染漂洗水、退浆和漂白废水,含有染料、助剂、纤维杂质等。该废水有机物含量高、可生化性差,并且色度比较深,COD5000mg/L左右,pH为6-7。
废水处理规模为4000m3/d,连续24小时运行,处理量为 170m3/h。处理后的废水指标均达到《天津市地方标准污水综合排放标准》三级标准。
3、处理工艺
采用“微电解 - 混凝沉淀 - 水解酸化 -EHBR”为主体工艺。
4、工程运行效果
运行费用合计3.26元/t。本提升改造工程总投资约100万元。出水达到纺织染整工业水污染物排放标准(GB4287-2012)间接排放标准。
案例十二:
1、项目名称
浙江某丝绸炼染企业印染废水处理项目
2、项目概况
主要以棉织品、丝织品染色加工、丝线染色、砂洗加工、真丝炼白和印花为主,染色染料主要以活性染料、酸性染料、分散性染料和直接染料为主,助剂主要为固色剂。进水CODCr≤2000mg/L,NH3-N≤30mg/L,SS≤500mg/L,色度≤90倍。
废水处理规模为500m3/d,连续24小时运行,处理后水质达到GB8978-1996一级标准排放。
3、处理工艺
采用“气浮——水解酸化——接触氧化——二沉池”为主体工艺。
治理现场照片或主要设备照片
案例十三:
1、项目名称
苏州某化纤纺织企业印染废水处理项目
2、项目概况
企业最主要生产高级针织用纱、高级针织面料以及成衣。进水CODCr≤1500mg/L,BOD5 300~600mg/L,色度512~1024倍。废水处理规模为3000m3/d,连续24小时运行,《污水综合排放标准》(GB8978‐2012)。
3、处理工艺
采用“水解酸化+好氧+MBR”为主体工艺。
治理现场照片或主要设备照片
案例十四:
1、项目名称
湖北某苎麻纺织企业印染废水处理项目
2、项目概况
年产麻类纱线6000多吨,该企业在建厂初期曾投资几百万元治理污水,建成了一套以氧化沟为主工艺的污水处理设施,但是经处理后的废水一直难以达到排放标准,对周围的环境造成了影响。
该企业于2000年投资230万元对污水处理设施进行了改造,达到了预期的效果,经当地环境监测站多次采样,各项指标均达到了GB8978-1996《污水综合排放标准》中的二级标准。
3、处理工艺
采用“一级厌氧+二级厌氧+SBR+混凝沉淀+氧化脱色”为主体工艺。
案例十五:
1、项目名称
保定某毛毯纺织企业印染废水处理项目
2、项目概况
其生产废水主要来自印刷版冲洗、及毛毯漂洗等工序。 处理后出水水质达到《纺织染整工业水污染物排放标准》(GB4287-92)3中Ⅰ级标准。
50m3/h(以24h计)。进水水质:pH=5~6.5,ρ(CODcr)= 600~800mg/L,ρ(BOD5)=100~400mg/L,ρ(SS)=100~200mg/L,色度100~400倍。
3、处理工艺
采用“混凝沉淀+水解酸化+生化池+二沉池+氧化塘”为主体工艺。
4、工程运行效果
废水经过2个多月的调试,各项出水指标均达到《纺织染整工业水污染物排放标准》(GB4287-92)3中Ⅰ级标准。要求ρ(CODcr) 100mg/L,ρ(BOD5)25mg/L,ρ(SS) 70mg/L,色度40倍。运行成本:0.50元/m3。
案例十六:
1、项目名称
江苏盛泽某集团化纤印染污水处理项目
2、项目概况
处理污水主要为五分厂化纤尼龙印染污水,采用清污分流处理,高浓度主要为退浆等前处理废水,低浓度为染色后整理废水。
处理能力:2000m3/d。低浓度进水cod1000ppm ,高浓度8000ppm。排放执行印染间接排放标准。
3、处理工艺
低浓度废水单独采用“生化+物化+SMF+HAPRO”工艺进行回用处理。反渗透浓水与预处理后的高浓度废水进一步处理后排入盛泽污水处理厂。
治理现场照片或主要设备照片
案例十七:
1、项目名称
意大利、日本等对印染废水处理采用工厂处理和城市污水综合处理相结合的方法。 在对印染废水初步处理后达到一定标准后和城市污水混合一起进入污水处理厂处理。这样可以提高后续处理效果,如果印染厂多,则集中处理达到排放标准。
德国由于行业不集中,一般采用单厂处理的模式进行处理。在印染厂建造污水处理厂,对厂内产生的废水进行处理,由于清洁生产和水资源回收做得相对较好,水处理效果处理后的水可以达到排放标准。另外德国的印染废水排放量也较少,而且处理技术比较成熟,个别厂甚至做到"零排放"。
目前印染行业的水处理企业虽是迎来了一片大好市场,可是我们不能勿忘初衷,切记不可为了满足废水回用、脱色而导致过高的成本,环保人的目标应该是采用最高性价比的工程,服务好每一位印染企业。