
01 技术研究背景 据统计,全国城镇污水处理厂污泥产生量超过6 000万t/年,餐厨垃圾产生量近2.1亿t/年,大部分来源于县级或地级以上城镇。2022年5月6日,中共中央办公厅和国务院办公厅联合印发《关于推进以县城为载体的城镇化建设的意见》,城镇污水污泥和垃圾处理因垃圾分类的全国化运动和双碳时代的发展需求迎来协同处理的方式。
01
技术研究背景
据统计,全国城镇污水处理厂污泥产生量超过6 000万t/年,餐厨垃圾产生量近2.1亿t/年,大部分来源于县级或地级以上城镇。2022年5月6日,中共中央办公厅和国务院办公厅联合印发《关于推进以县城为载体的城镇化建设的意见》,城镇污水污泥和垃圾处理因垃圾分类的全国化运动和双碳时代的发展需求迎来协同处理的方式。
2016年德国环保局统计德国污泥产品农用占比24%,挪威、丹麦、爱尔兰等污泥农用占比在60%以上。污泥产品或沼渣除土地利用外还可以结合垃圾焚烧厂、热电厂、水泥窑等协同焚烧处置。
芬兰协同厌氧消化物料多数以城镇污泥、餐厨垃圾和工业有机废弃物为主,沼渣脱水干化杀灭病原体后直接回用于土地。协同厌氧消化混合液脱水后的沼渣即污泥产品,芬兰农林部门规定污泥产品土地利用前须满足90℃热干化达到含水率小于10%实现灭菌。
奥地利斯特拉斯污水处理厂以主流传统工艺AB法与侧流现代厌氧氨氧化工艺相结合方式,通过厌氧消化产甲烷并热电联产,利用剩余污泥和厂外餐厨垃圾协同厌氧消化,能源自给率达200%,成为能源和资源工厂。
国内大连、宁海、镇江等地率先开展污泥和餐厨垃圾等有机废弃物的协同厌氧消化的工程化探索和示范。镇江率先实现餐厨垃圾和市政污泥协同厌氧后的沼渣“高干脱水-太阳能干化”,控制含水率至50%以下,成为生物碳土,主要用于园林绿化或土地改良。
02
协同厌氧关键技术
纯餐厨垃圾项目的厌氧消化因碳水化合物和脂肪含量过多引起高碳氮比,造成酸的产量高于甲烷化的消耗量,酸的过度累积易产生丙酸等挥发酸抑制,而低碳氮比即蛋白质含量高时易发生氨氮抑制。实际生产还存在系统能源回收、配套污水处理和沼渣资源化等难题。
协同厌氧的核心关键技术包括有机废弃物如餐厨垃圾或污泥的预处理、调控碳氮比、pH、盐分、温度等操作条件实现厌氧消化的长期稳定运行和最佳能源回收效益。另外,配套污水处理和沼渣处置也是重点关注的问题。本文以实例展开分析预处理与厌氧消化、沼液处理、沼渣资源化的解决方案。
2.1 总体概况
苏州市某协同厌氧项目结合污水处理工程,同步建设餐厨垃圾和地沟油等有机废弃物的处理处置设施,选址位于污水处理厂内。现状污水处理设计规模2万m3/d,污水处理扩建设计规模2万m3/d,污泥处理设计规模40t/d(80%含水率),餐厨垃圾处理设计规模200 t/d(85%含水率),地沟油处理设计规模20 t/d。
有机废弃物处理结合污水处理扩建于1.82 hm2预留用地。由北向南集约化布置厌氧消化区、餐厨垃圾预处理车间、沼气发电机房、沼液预处理、二期污水处理扩建等。厌氧消化区主要包括厌氧消化罐、沼气贮柜、沼气脱硫单元、余气燃烧塔等。
餐厨垃圾在预处理车间完成接收、两级分选、除渣除砂、固液分离制浆等。餐厨垃圾预处理分离大块垃圾即粗渣、细渣和砂粒、毛油等,热调理并破碎的浆料与破碎均质后的污泥混合进入厌氧消化罐。根据2023年第二季度的详细生产统计,餐厨垃圾分选后杂质和浆料的分配情况如表1所示。
表1 2023年第二季度餐厨垃圾分选除杂日均统计
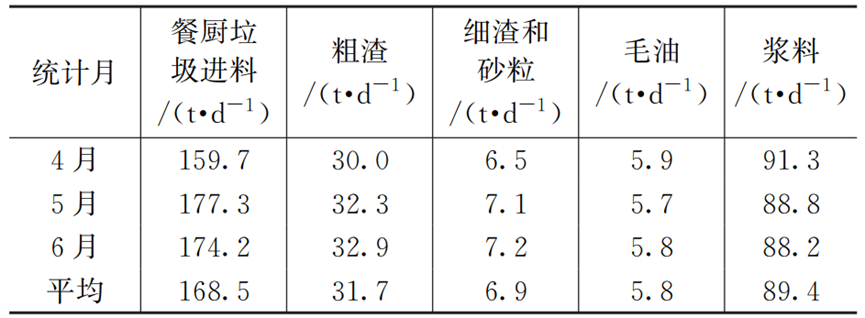
数据统计显示,餐厨垃圾进料中,分选去除的粗渣占比18.8%,细渣和砂粒占比4.1%,毛油占比3.4%,生产的浆料占比53.1%,尚有20.6%的有机成分和水分成为污水进入沼液处理。进入沼液处理的日均污水量与餐厨垃圾进料的比例约1∶1。餐厨垃圾预处理产生的餐厨浆液与经过预处理的污水污泥进行混合调质后协同厌氧消化,沼渣脱水后外运处置,厌氧消化产生的沼气净化后优先供蒸汽锅炉使用,多余沼气发电厂内自用,地沟油经除杂除水后成为毛油外售。基本工艺流程如图1所示。
![]()
图1 协同厌氧处理工艺流程
2.2 餐厨垃圾和污泥预处理
餐厨垃圾预处理的主要目的是高效率实现有机浆料与无机惰性物质的高效分离,保护后续设备安全,促进后续厌氧处理过程有机质高效液化水解和最大化产气实现资源化。国内城镇污水处理厂污泥单独厌氧消化设施正常运行不足20座,归因于污水污泥有机质含量偏低、含砂量大、沼气产能不足以覆盖自身热量需求,系统设计先进性和自动化程度不高等多种因素。协同厌氧消化采用污泥与餐厨垃圾配比进料能够均衡系统有机质含量,污泥缓冲液提供碱度能保证系统的长效平稳运行、沼气产量能够覆盖自身加热的基础上还能产生多余热能,为系统创造良好的热能回收和经济效益。污泥和餐厨垃圾预处理的方法有机械预处理、热预处理、热碱联合预处理等多种方法。有研究结合国内外的各种大型工程实例证明,热碱预处理是最具潜力的预处理方法,热碱预处理能改变蛋白质的二次结构,改善污泥降解性能,从而提高沼气产能。热预处理反应温度自接近50℃至180℃均有实践研究。国内的大型工程实例如昆明污泥引进芬兰热-机械联合预处理和高负荷厌氧消化,通过预处理单元进行加热调质和破碎实现污泥浆料的液化再泵送厌氧消化罐,进料含固率不低于15%TS,土建容积效率高,维护管理简便,是国内协同厌氧技术最早用于市政污泥的大型成功实例。
针对本实例采用方案对比分析判断适用性,方案一即与昆明案例类似的机械破碎+低温热(碱)调理方法(热调理最高温度75 ℃),方案二采用高温热水解调理(热调理最高温度180 ℃)。参数对比如表2所示。
表2 污泥和餐厨垃圾预处理方案对比
![]()
两方案的沼气产量基本接近,但高温热水解明显要消耗更多的沼气用于自身加热,而且多余沼气发电按照方案一能够产生盈余电力,高温热水解消耗的电能更多,需要额外补充电能。比较而言,方案一的污泥和餐厨垃圾预处理方案能源回收优势明显。本实例采用了方案一的预处理技术。
2.3 厌氧消化
与传统厌氧消化单一物料进料和换热器进行泥水热交换不同,协同厌氧的核心工艺为克服传统换热造成的效率低、维护难度大等缺陷,采用厌氧消化罐外加热和机械破碎液化均质。湿式协同厌氧预处理和厌氧消化核心工艺见图2。
![]()
图2 协同厌氧核心工艺流程
针对剩余污泥离心浓缩后泵送预反应罐(本实例的进水罐)混合调质,调节温度至42~75℃进入厌氧消化罐。预反应罐系统设置机械破碎辅助液化,系统设计考虑加碱促进预处理和调节厌氧pH。
本工程污泥与餐厨协同处理采用35~38℃湿式中温厌氧消化工艺。设计配置2座立式厌氧消化罐。厌氧消化罐设泵循环和机械搅拌方式实现均质。
厌氧生产的粗沼气洗涤净化后送锅炉产生蒸汽用于自身加热,多余沼气发电。沼气洗涤方法一般有化学洗涤、生物脱硫、干式脱硫、膜分离技术等。按锅炉大气污染物排放标准推算,本实例沼气燃烧控制二氧化硫排放浓度≤50mg/Nm3。沼气洗涤成套设备设计流量为700 m3/h,采用化学洗涤-生物脱硫-干式脱硫方式。
2.4 厌氧消化调试及能源效益
协同厌氧系统启动调试利用浓缩污泥充当菌种和缓冲溶液,每日监测pH和污泥浓度防止酸化。2021年6月1日开始向厌氧消化罐投加浓缩污泥和餐厨垃圾浆液的混合物,以3~5t/d的混合浆液量低负荷进料培养厌氧污泥。8月1日正式投料试生产,日均投加餐厨垃圾10~20t/d,9月1日开始取样检测厌氧消化罐顶部的甲烷浓度,9月5日厌氧消化灌顶甲烷浓度达到10%以上,连续观测至10月10日启动沼气脱硫单元时粗沼气中甲烷浓度已超过42%,10月15日左右粗沼气甲烷浓度达到60%以上,标志厌氧发酵的菌群培养和产气成功,结合污水处理的协同厌氧技术快速启动的优势凸显。2022年实现了全年稳定生产,2023年上半年日均生产沼气和利用情况如表3所示。2023年上半年的生产运行工况统计取1#厌氧消化罐内日平均统计数据如表4所示。
表3 2023年沼气能源回收情况
![]()
表4 2023年1#厌氧消化罐内检测数据
![]()
2023年1-6月日均稳定运行100t/d以上,厌氧进水罐餐厨垃圾浆液COD约15万~20万mg/L,厌氧消化罐内混合液平均COD约1.5万~2万mg/L,对应NH3-N约2 200~2 800mg/L,统计分析显示的VFA/ALK酸碱度日均0.03,pH 7.8~8.0。由于进料餐厨垃圾浆液比例较高,厌氧进水罐污泥和餐厨浆料混合液的固体浓度8%~12%,进入厌氧消化罐能够快速液化达到3%左右的固体浓度,以COD表征的有机质水解率达90%左右。厌氧消化罐内酸碱度合理、挥发酸残留相对较少。稳定运行后折算污泥和餐厨垃圾混合料80%含水率单位粗沼气产量约45~50 Nm3/t。以本工程4万m3/d污水处理满负荷耗电估计14 000 kW·h/d,计算200t/d餐厨垃圾和40t/d污泥产气扣除加热自用后尚余8 400Nm3/d左右粗沼气,发电潜力约为17 640 kW·h/d,扣除协同厌氧系统用电后还剩7 200 kW·h/d,占满负荷污水处理电耗的的51.4%,沼气发电实现能源化可持续挖潜。
03
沼液处理
沼液预处理系统设计采用膜生物反应器结合二期扩建的污水处理设施实现苏州排放限值。沼液预处理系统设计主要指标参照《污水排入城镇下水道水质标准》(GB/T 31962-2015)表1-A类标准规定,沼液预处理系统设计进出水水质如表5所示。设计规模为250m3/d,高峰处理能力330m3/d。
表5 沼液预处理系统设计进出水水质
![]()
沼液预处理系统设计工艺路线为混凝气浮-MBR膜生物反应器-纳滤。纳滤作为紧急备用设施。厌氧沼液经袋式过滤器过滤后与生产冲洗污水一并进入混凝气浮装置,混凝气浮装置分离的清液进入膜生物反应器实现可生化有机物降解和生物脱氮。考虑到膜生物反应器进水碳氮比失调,采用少量餐厨垃圾有机浆料超越厌氧消化罐直接进入膜生物反应器,保证膜生物反应器中反硝化所需的碳源。混凝气浮装置平面尺寸为7m×2.8m,设计有效水深2.5m,分离区有效容积10.5m3,回流比0.5。经气浮装置分离后,上清液首先进入反硝化池,同时进入的还有硝化池的回流硝化液和超滤污泥回流液。反硝化池实现脱氮功能,反硝化池设计有效水深8.0m,有效容积755m3,水力停留时间3d,混合液回流比12∶1。
反硝化池出水进入硝化池,硝化池设计有效水深8.0m,有效容积1 500m3,水力停留时间 6d。沼液预处理系统出水经由外置管式超滤膜系统实现泥水分离。沼液预处理调试成功后全厂污水处理调试过程验证纪录如表6所示。
表6 污水处理系统进出水水质统计
![]()
污水处理扩建工程2万m3/d设施在单组平均负荷达到设计能力1万m3/d的前提下,主要指标达标情况非常理想,其中85%频率的出水TP仅0.09mg/L,TN进水29.8 mg/L,出水TN仅3.2 mg/L,出水NH3-N仅0.19 mg/L。实证了餐厨垃圾和污泥协同厌氧消化在污水处理方面的协同优势。相应的2023年上半年的沼液预处理的数据统计如表7所示。
表7 2023年1月至6月沼液处理进出水统计
![]()
沼液预处理的关键指标如COD和TN等均取得优良的效果。由于系统超滤出水SS太低而较难检测,代之以出水TP指标均小于0.1mg/L。
04
沼渣资源化
协同厌氧消化液经固液分离后的脱水沼渣属于污泥产品。借鉴欧美等国的经验邻近农林地区的处置出路是灭菌后土地利用,大中城市污泥产品选择独立焚烧或掺烧。国内参照《农用污泥污染物控制标准》(GB 4284-2018),污泥产物按其污染物浓度分为A级和B级,合规的产品可分别用于耕地或园地,但对进入食物链的耕地利用管控严格。对照《有机肥料》(NYT 525-2021)规定,禁止采用污泥作为原料生产有机肥。现阶段污泥和餐厨垃圾协同厌氧并干化后的污泥产品实现农用或土地利用尚存在法规、政策、技术及产业等多方面的障碍。
本工程厌氧消化设计负荷产生沼渣干固体约为11 tTS/d,即含固率20%脱水沼渣约为55t/d。与本实例同步论证并规划建设有200t/d脱水污泥和沼渣干化厂,2018年底已投产,干化厂选址紧邻区域内大型燃煤电厂。该电厂装机总容量274万kW,投运有2台66万超超临界燃煤发电机组,2台32万超临界燃煤发电机组和2台39万9F级燃气-蒸汽联合循环发电机组;其中4台燃煤机组满负荷生产估算日耗煤量约14 730t/d,应对全干化污泥产品掺烧容量充足。污泥干化厂规划设计两段式干化技术可对沼渣和污泥进行热干化至75%TS干度,干污泥产品车辆短驳至燃煤电厂掺烧发电,热干化蒸汽取自电厂。有效解决了协同厌氧沼渣的资源化难题。
05
结 语
(1)协同厌氧消化发挥优势的关键在于稀释潜在抑制性物质或有毒物质、改善营养元素均衡性增强微生物协同效应的发挥,依托污水处理厂的浓缩污泥接种优势,系统启动调试周期短,更加高效的实现废弃物减量化和资源化、提高能源效率,顺利实现工程调试、稳定运行和能源回收。
(2)污泥和有机废弃物协同厌氧技术能集约化解决污水处理、污泥处理、有机废弃物处理等难题。核心是协同厌氧消化,预处理技术是关键,沼气处理和利用是实现能源化的重点。协同厌氧消化结合污水处理设施建设,可巧妙稳妥解决沼液处理出路,为系统稳定运行提供技术保障。
(3)污泥和有机废弃物预处理技术选型立足能源效益最优,因地制宜选择热法、碱法和机械法等有效手段切实可行。预处理热调理方法对比高温热水解和机械-低温热调理,最终选择机械-低温热调理技术。实例验证了热预处理采用机械-低温热调理后进入厌氧消化,系统产气仍可保证较高水平,且多余沼气发电仍有潜力。